
Частые проблемы и их решения
1. Некорректное отображение содержимого на разных устройствах.
Одной из частых проблем при настройке регулируемой развертки может быть неправильное отображение содержимого на различных устройствах. Для решения этой проблемы рекомендуется использовать CSS медиа-запросы, которые позволяют задавать различные стили для разных устройств. Например, можно определить стили для мобильных устройств с помощью медиа-запроса и стили для планшетов с помощью медиа-запроса . Таким образом, можно контролировать отображение содержимого на разных устройствах и обеспечить корректное отображение.
2. Проблемы с навигацией на мобильных устройствах.
Еще одной распространенной проблемой при настройке регулируемой развертки является неудобство использования навигации на мобильных устройствах. Когда разрешение экрана сокращается, навигационное меню может стать неудобным для работы. Для решения этой проблемы рекомендуется использовать мобильное меню, которое будет отображаться только на мобильных устройствах. Мобильное меню обычно представляет собой кнопку, которая раскрывает список пунктов меню при нажатии.
3. Проблемы с изображениями на разных устройствах.
Еще одной частой проблемой при настройке регулируемой развертки является неправильное отображение изображений на различных устройствах. Часто изображения слишком большие или маленькие для определенных экранов. Для решения этой проблемы можно использовать свойство CSS , которое позволяет изображению автоматически подстраиваться под ширину экрана. Также можно использовать атрибут , который позволяет определить несколько исходных изображений с разными разрешениями и выбрать наиболее подходящее для текущего устройства.
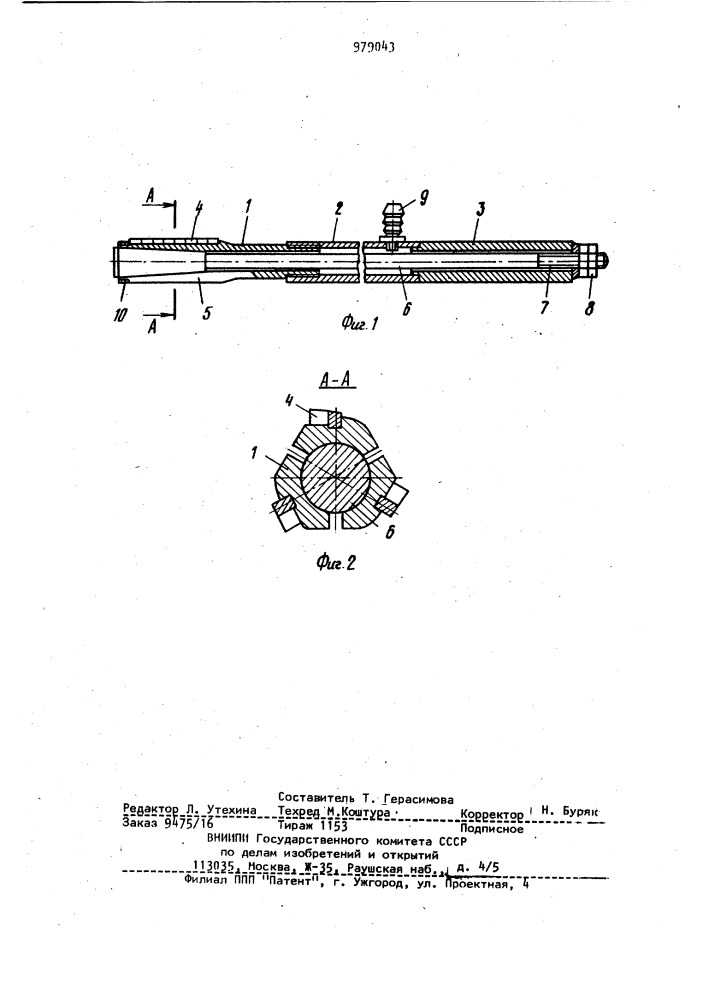
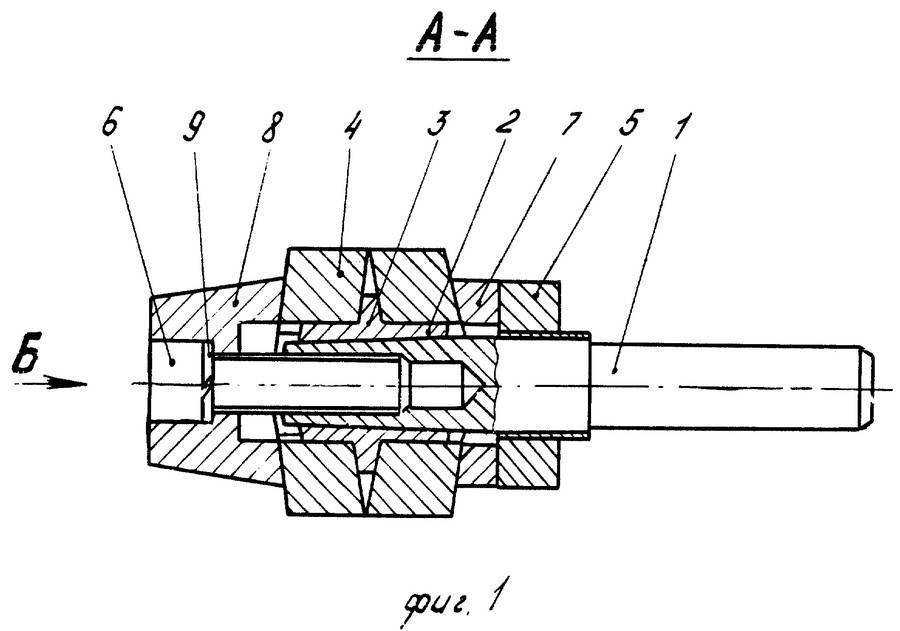
ФОРМУЛА ИЗОБРЕТЕНИЯ
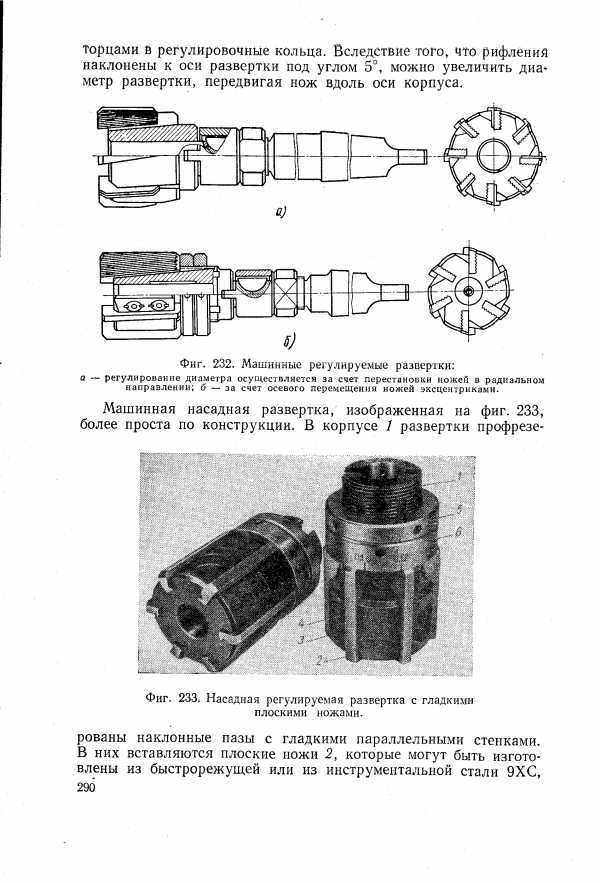
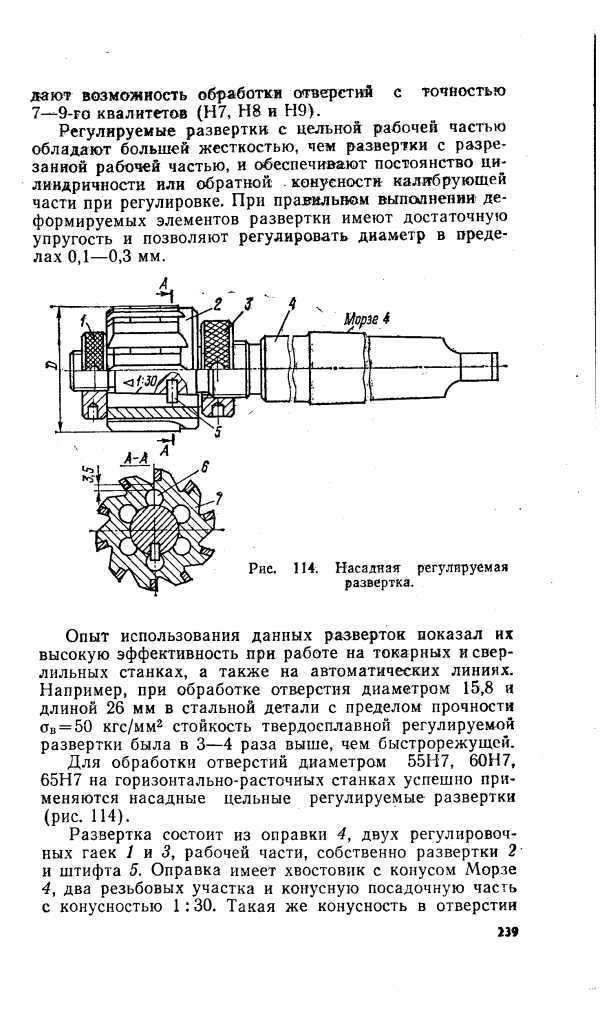
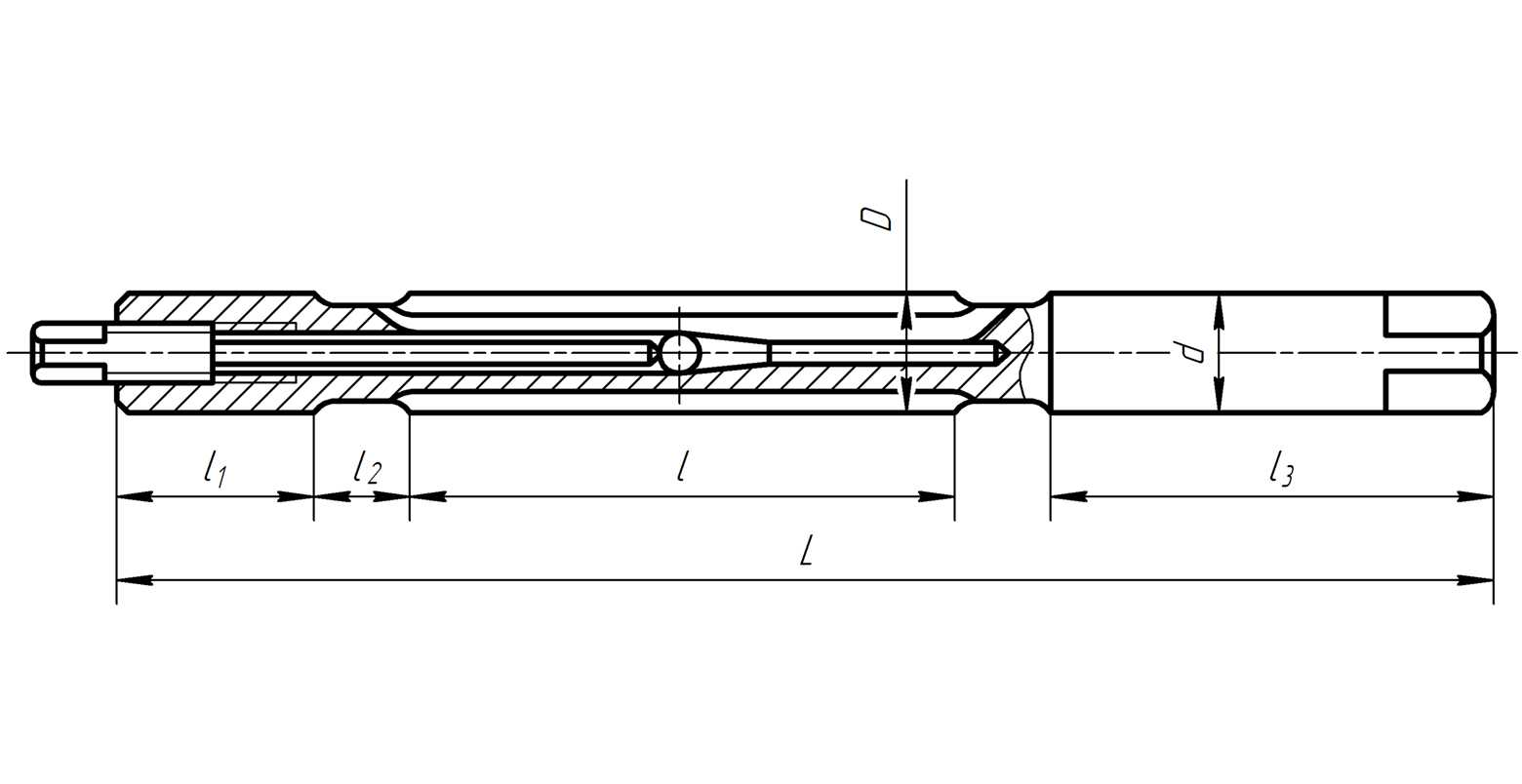
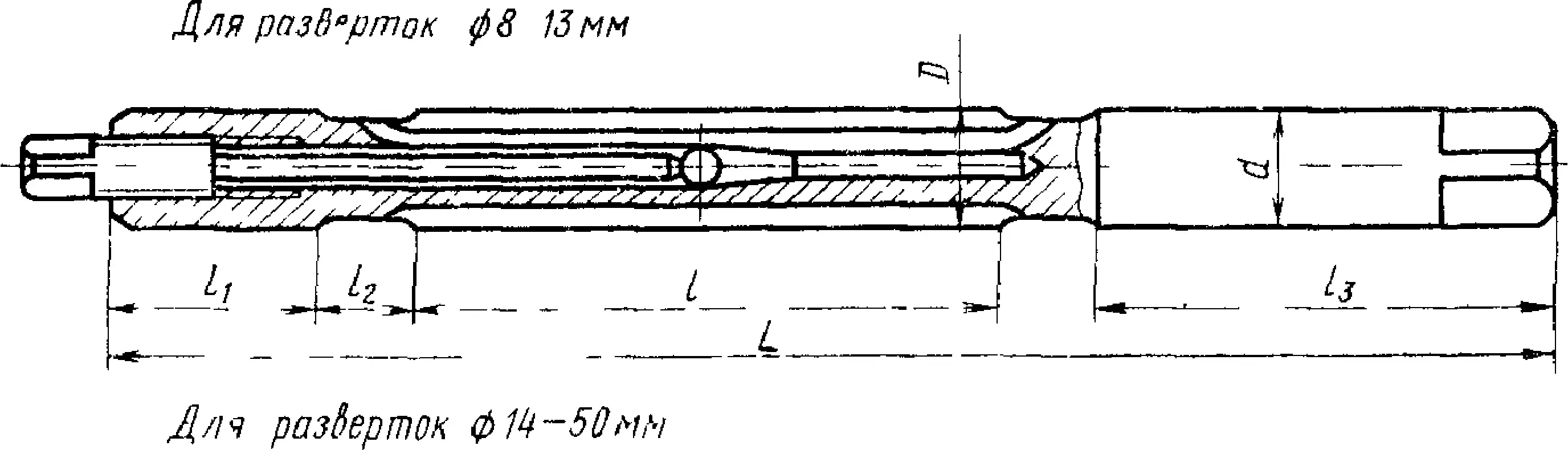
Регулируемая развертка, содержащая корпус, в радиальных конусных пазах которого размещены режущие пластины, установленные с возможностью перемещения в продольном направлении, и регулировочные гайки с кольцами, взаимодействующие с торцами упомянутых режущих пластин, отличающаяся тем, что она снабжена установленными в пазах корпуса и предназначенными для размещения указанных режущих пластин, выполненных сменными многогранными ромбической формы, сменными клиновидными планками с трапециевидными выступами в их средней части, при этом угол наклона боковой стороны упомянутых выступов равен углу наклона боковой поверхности ромбической пластины.
Применяются для ремонтных работ.
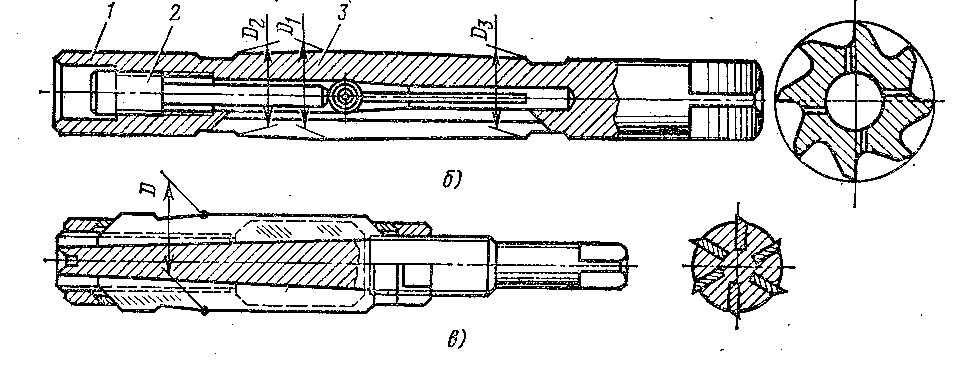
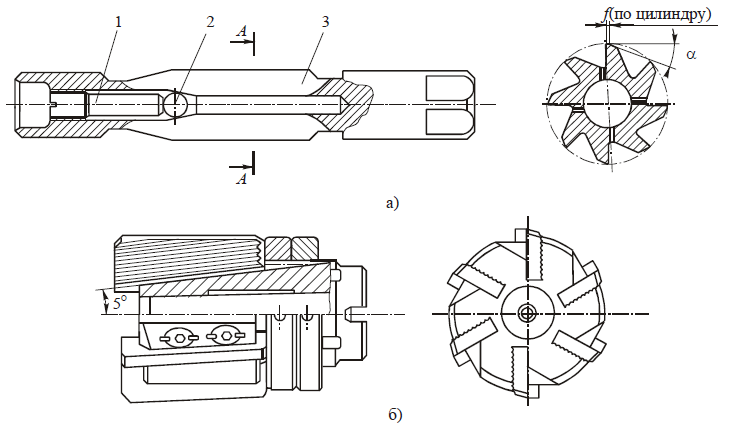
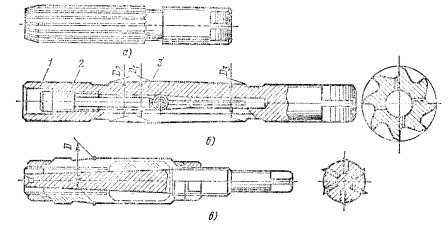
Ручная разжимная развертка (Рис. б) имеет на корпусе прорезанные вдоль зубьев шлицы. В корпусе имеется коническое отверстие, куда помещается шарик. Перемещение шарика винтом в осевом направлении вызывает деформацию корпуса и увеличение диаметра развертки. Диапазон регулирования 0,16…0,5 мм в зависимости от диаметра развертки.
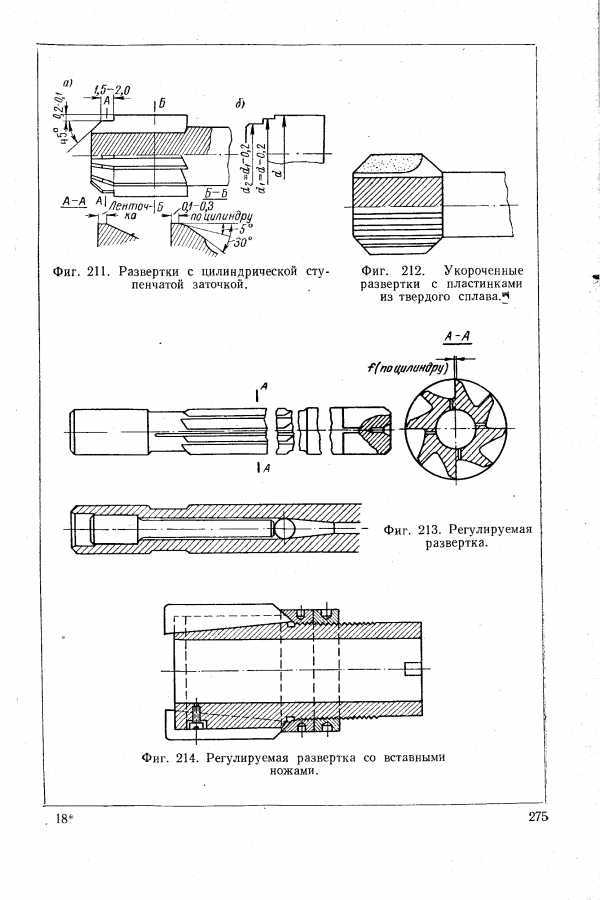
Ручная раздвижная развертка (Рис. в). В корпусе выфрезерованы конусные пазы, в которые вставлены ножы. Перемещение ножей в осевом направлении приводит к изменению диаметра развертки. Предел регулирования 0,5…4,5 мм.
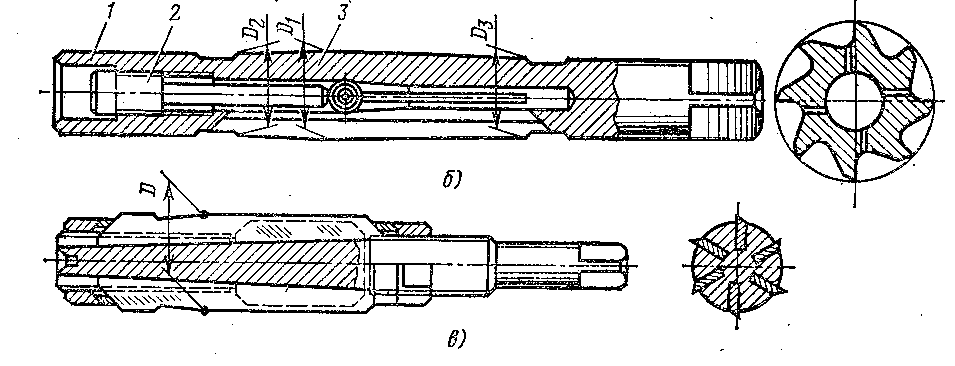
Рис. Регулируемые развертки
Как правильно установить двери или панели на раздвижную развертку?
Правильная установка дверей или панелей на раздвижную развертку является важным этапом при создании функционального и эстетичного интерьера. Для того чтобы процесс установки прошел гладко, следуйте следующим рекомендациям:
- Подготовьте необходимые инструменты и материалы. Для установки вам понадобятся: раздвижная система, дверные или панельные элементы, каркас, крепежные элементы (винты, гвозди и др.), инструменты (шуруповерт, отвертка, молоток и др.), уровень, измерительная лента.
- Измерьте размеры открывающегося проема. Определите ширину и высоту проема, а также глубину подоконника и откосов. Учтите все размеры с учетом отступов и дополнительных элементов, таких как дверные ручки.
- Выберите подходящую раздвижную систему. Учтите тип и размер дверей или панелей, которые вы собираетесь установить. Подберите систему, которая обеспечит надежное и плавное скольжение.
- Соберите каркас для установки. Следуйте инструкциям производителя и соберите каркас, используя предоставленные детали и крепежные элементы. Убедитесь, что каркас прочно закреплен и готов к установке дверей или панелей.
- Установите двери или панели. Поставьте двери или панели на каркас, аккуратно выровняйте их с учетом высоты и горизонтальности. Используйте уровень, чтобы убедиться, что они находятся в нужном положении. Затем закрепите их с помощью крепежных элементов.
- Проверьте работу раздвижной развертки. Убедитесь, что двери или панели плавно и легко скользят вдоль каркаса. Отрегулируйте механизм, если это необходимо, чтобы добиться оптимальной работы.
- Завершающие штрихи. Затяните все гаечные и болтовые соединения, чтобы обеспечить их надежную фиксацию. Проверьте, что все элементы раздвижной развертки смонтированы правильно и не требуют дополнительной коррекции.
Правильная установка дверей или панелей на раздвижную развертку позволит получить не только функциональное пространство, но и добавит стиль и элегантность вашему интерьеру.
Возможности применения
В зависимости от конструкции регулируемые развертки подразделяются на разжимные и раздвижные. Принцип действия инструмента одинаков – при смещении вверх или вниз режущих пластин, соответственно, увеличивается или уменьшается диаметр. Разница в способе затяжки и диапазоне регулируемого диаметра. В разжимных для этого имеется две гайки (верхняя и нижняя) и максимальное увеличение размера составляет от 0,25 до 3 мм. в зависимости от диаметра. Размер раздвижных регулируемых разверток изменяется путем подтяжки винта, обеспечивающего движения шарика внутри корпуса разжимающего ножи. Раздвижные развертки более точные, максимальное увеличение диаметра составляет 0,15 – 0,5 мм.
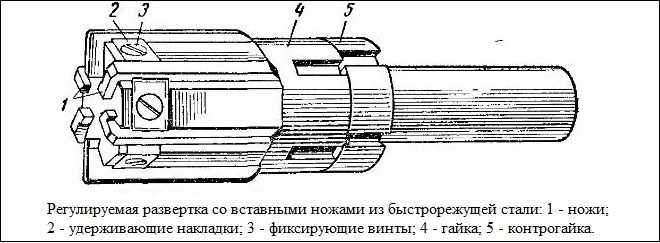
В остальном конструкция разверток схожа и состоит из корпуса изготовленного из недорогих конструкционных сталей и вставных ножей. Последние изготовлены из тонких пластинок более дорогой инструментальной стали и их можно снять, заточить или заменить при износе на новые.
В отличие от цельных, регулируемые развертки позволяют изменять диаметр на десятые и даже сотые доли миллиметра, более экономически выгодны благодаря возможности замены ножей. В зависимости от способа применения могут быть ручными или машинными, иметь цилиндрический или квадратный хвостовик под быстрозажимной патрон.
Вместо эпилога
Проведенным анализом рынка установлено, что большинство представленных разверточных изделий предназначены для ручной работы. При чем отрадно, что в большинстве сегментов лидируют российские изготовители, предлагая качество выше среднего при достаточно адекватных ценах. В то же время, машинные образцы больше представлены иностранными производителями, но они не пользуются высоким спросом по причине их узкой специализированности. Таким образом, подбор качественного инструментария для разверточных работ не представляет особых проблем. Одновременно, заказ необязательно осуществлять лишь в розничных сетях — качественные образцы возможно приобрести и через интернет-площадки, при этом знатно сэкономив на цене без включения в нее стоимость доставки.
Виды разверток
– Машинного типа, оснащены хвостовиком в виде конуса Морзе или цилиндра, необходимого для получения гладкой поверхности после сверления и подгонки отверстия под точные размеры. Различают цельные и насадные по способу крепления;
– Ручные развертки, выполнены в форме цилиндра, по всей длине располагаются острые грани (винтовые и прямые). Для удобного хвата используется одновременно с воротком;
– Регулируемые, позволяют выставлять разные диаметры в пределах от 1 до 3 мм;
– Разжимные или раздвижные, внутри которых размещен шарик, а в нижней части винт. Приводя в движение винт, шарик продвигается вперед, тем самым раздвигая грани и увеличивая диаметр инструмента;
– Конические, имеют форму конуса, используются в промышленности.
Регулируемые и разжимные развертки
Конструкция регулируемой развертки позволяет изменять диаметр рабочей части под необходимый размер отверстия
Это особенно важно при работе с дробными диаметрами. Для небольших разверток предел изменения размера составляет 1 мм, для крупных – до 3 мм
Принцип использования аналогичен применению ручного инструмента. Главным отличием является наличие сменных ножей фиксируемых клиновыми вставками. Настройка осуществляется путем затягивания или ослабления контргайки. Для выверки размера необходим штангенциркуль и микрометр.
Конструкция разжимных разверток отличается наличием шарика и регулирующего винта. При вращении винта по часовой стрелке шарик перемещается и раздвигает грани развертки, увеличивая диаметр. При обратном вращении диаметр уменьшается. Данная конструкция позволяет изменять размер на 0,15–0,5 мм.
Что это за инструменты я приобрел?
Купил коробку металических обрезков и старых светильников на гаражной распродаже и на дне обнаружил пригоршню вот таких сверел как на картинке.
Написано:
DormerTrade MarkMade in EnglandSheffieldTwist DrillAnd Steel Co Ltd
а под этим размеры, например:
19 — 21— H6 —32 — 321508 1666
это похоже на развертки
я тоже так подумал, но не пойму как к ним приложить радиальное усилие — они очевидно сажаются в пшевмо-инструмент, судя по квадратному шэнку.
кстати — разветка по-английски ‘reamer’?
Эти в отверстие не войдут, поскольку начинаются не на конус, а прямоугольным уступом. Может быть это типа пилы для листового метала?
Практические рекомендации
1. Понимайте свои потребности
Перед тем, как начать настраивать регулируемую развертку, важно понять, какие именно ваши требования и потребности относительно развертки. Определите, какую ширину развертки вам необходимо, чтобы ваш контент оставался читабельным и удобным для ваших пользователей
Также учтите, что размеры разных устройств могут отличаться, поэтому необходимо разработать адаптивный дизайн.
2. Используйте CSS-медиазапросы. Для создания адаптивного дизайна и настройки развертки на разных устройствах рекомендуется использовать CSS-медиазапросы. Они позволяют изменить стиль и разметку страницы в зависимости от различных параметров, таких как ширина экрана, разрешение и т.д. С помощью медиазапросов вы сможете оптимизировать вашу развертку и обеспечить комфортное чтение контента на любом устройстве.





3. Используйте относительные величины. Вместо использования фиксированных значений для ширины элементов в развертке, рекомендуется использовать относительные величины, такие как проценты или em. Это позволит вашей развертке гибко адаптироваться к разным размерам экранов и устройствам. Например, вы можете установить ширину основного контейнера в 90% от ширины экрана, а ширину боковых колонок в 30% каждая.
4. Проверяйте результаты. После завершения настройки регулируемой развертки рекомендуется проводить тестирование на разных устройствах и с разными разрешениями экрана. Убедитесь, что ваш контент отображается корректно и читабельно на всех устройствах. Если обнаружите проблемы, относящиеся к развертке, внесите соответствующие изменения и повторно протестируйте результаты.
5. Документируйте свой код
Важно создать четкую документацию или комментарии в вашем CSS-файле, где будет описано, какие стили относятся к развертке, а также объяснены особенности и намерения при проектировании развертки. Это поможет в дальнейшей поддержке и сопровождении вашего проекта, а также облегчит работу другому разработчику, если он возьмет проект в свои руки
6. Улучшайте и оптимизируйте развертку. Регулярно анализируйте работу вашей развертки и ее влияние на производительность и доступность вашего сайта. При необходимости вносите изменения и оптимизируйте развертку, чтобы улучшить пользовательский опыт и обеспечить быструю загрузку страницы. Следите за современными трендами веб-разработки и старайтесь применять их в своей развертке.
Что такое раздвижная развертка?
Раздвижная развертка – это один из способов представления информации в удобном и компактном формате. Она позволяет разместить большой объем текста или другого контента внутри небольшого блока, который можно развернуть и свернуть по необходимости.
Основная идея раздвижной развертки заключается в том, чтобы скрыть сразу весь контент, который может быстро утомить пользователя или быть слишком громоздким для визуального представления. С помощью раздвижной развертки пользователь может легко просмотреть и получить доступ к интересующей его информации, а при необходимости скрыть ее, чтобы элементы интерфейса не занимали большое пространство на экране.
Как пользоваться ручными, механическими, регулируемыми и разжимными развертками
Рассмотрим особенности инструментов.
Как пользоваться ручными развертками
Ручные развертки по металлу изготавливаются по ГОСТу 7722-77. Размерный ряд — 3–58 мм. Шаги могут варьироваться.
При выборе ручных разверток по металлу мастера обращают внимание на следующие параметры
- Габариты инструмента.
- Количество зубьев.
- Равномерность их распределения.
- Тип режущей части.
- Профиль канавок.
- Тип зажимной части.
Развертывание отверстий ручным инструментом производится при помощи воротка. Для его закрепления на конце хвостовика имеется специальный паз. Обычно все происходит по такой схеме.
- Выполняются разметка и накернивание.
- Отверстие высверливается.
- Развертка закрепляется в воротке, смазывается и вставляется в отверстие.
- Для его развертывания инструмент вращают по часовой стрелке.
- Финальный этап — проверка параметров отверстия при помощи калибра.
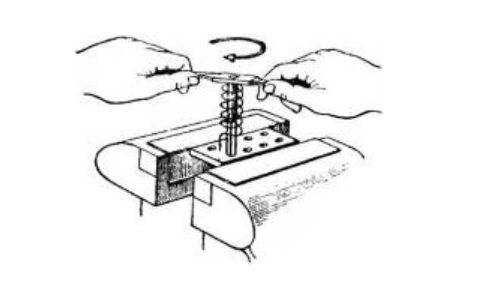
Изображение №2: развертывание отверстий ручной разверткой
Расскажем о важных особенностях.
- Ручные развертки очень эффективны. Режущие зубья имеют острые грани по всей длине.
- Диаметры передних поверхностей рабочих частей уменьшены. Инструменты легко входят в заранее подготовленные отверстия нужных диаметров.
- При увеличении количества режущих кромок повышается качество обрабатываемых отверстий.
- Развертывать отверстия необходимо плавно. Не ускоряйтесь даже при легком ходе. Избегайте рывков.
- В обратную сторону развертку вращать нельзя. Это приводит к поломке режущих кромок, а также к появлению задиров в отверстиях.
Как пользоваться машинными развертками
Машинные развертки закрепляют в патронах токарных, сверлильных и фрезерных станков. Эти инструменты имеют короткие рабочие части с крутыми углами передних кромок (до 45°). Машинное развертывание существенно повышает производительность труда.
Для обработки отверстия нужно закрепить развертку, добавить СОЖ и совместить оси. Далее необходимо задать нужную скорость вращения и запустить оборудование.
Машинные развертки и их применение имеют следующие особенности.
- Инструменты имеют большое количество режущих кромок. Качество получаемых отверстий находится на очень высоком уровне.
- Машинное развертывание требует компенсации биения шпинделя. Для устранения этого негативного фактора служат шарнирные оправки.
Фотография №6: машинное развертывание
Обработка производится на высоких скоростях. Машинные развертки имеют повышенную износостойкость. Развертка позиционируется точно. За счет этого инструмент плавно входит в отверстие. На все зубья оказывается одинаковой давление. Это значительно повышает точность и минимизирует биение. Скорость при развертывании меньше, чем при сверлении, примерно в 2–3 раза. Инструменты не перегреваются. Машинное развертывание требует использования значительного количества смазывающе-охлаждающей жидкости.
Как пользоваться регулируемыми развертками
Регулируемые развертки позволяют изменять наружные диаметры режущих частей под конкретные диаметры отверстий. Это особенно полезно при обработке отверстий с дробными диаметрами.
При помощи небольших регулируемых разверток можно изменять диаметр в пределах до 1 мм. У крупногабаритных инструментов диапазоны настройки расширяются. Диаметры можно варьировать в пределах до 3 мм.

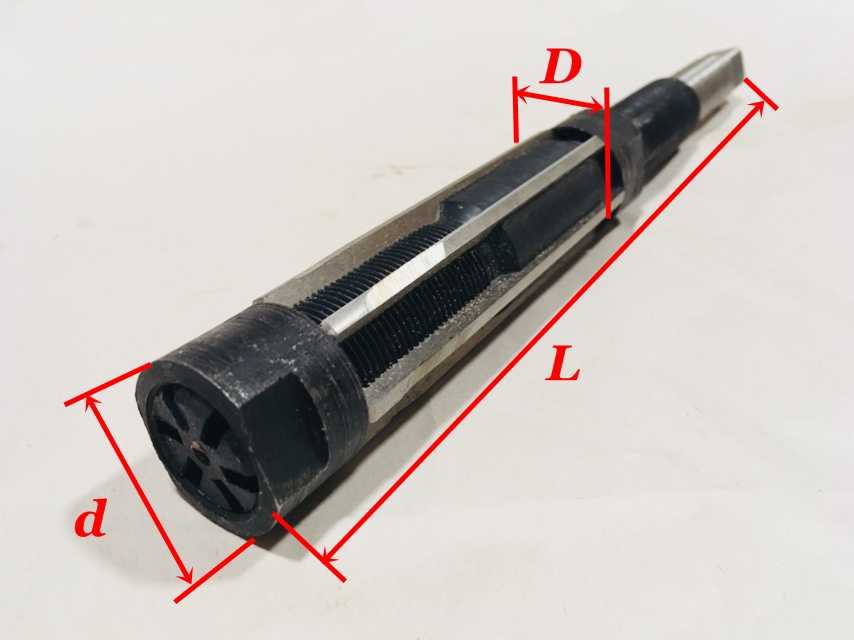
Фотография №7: регулируемая развертка по металлу
Регулируемые развертки используют так же, как и обычные. Основное отличие заключается в том, что инструменты этого типа оснащают сменными ножами, которые надежно фиксируются клиновыми вставками с накладками. Настройка производится при помощи контргайки. При затягивании диаметр обработки увеличивается, а при ослаблении — уменьшается. После настройки диаметр выверяется при помощи штангенциркуля и микрометра.
Как пользоваться разжимными развертками
Их еще называют раздвижными.

Фотография №8: разжимная развертка по металлу
Внутри такой развертки есть шарик и винт. При его закручивании шарик перемещается и распирает грани инструмента. Диаметр немного увеличивается. Использование разжимных разверток позволяет увеличивать диаметры обработки на 0,15–0,5 мм.
При закручивании винтов не рекомендуется прилагать слишком большие усилия. Корпус развертки может треснуть.
Различия между ручными и машинными развертками
Инструмент, используемый для выполнения развертывания, как уже говорилось выше, может быть ручным или машинным. К наиболее важным параметрам, на которые ориентируются при выборе разверток, относятся тип и калибр их режущей части, количество зубьев и их направленность, углы резания и неравномерность шага расположения зубьев, а также профиль канавок и конфигурация зажимной части инструмента.
Рабочая часть ручного инструмента имеет цилиндрическую форму, режущие зубья, которые на ней располагаются, отличаются острыми гранями по всей своей длине. Выпускается такой инструмент в диапазоне диаметров 3–58 мм, с шагом, соответствующим 1 мм. Кроме того, ручные инструменты для развертывания могут выпускаться с шагом, равным 3,5; 4,5; 6,5 (вплоть до 15,5 мм). Специалисты, как правило, стараются иметь в своем распоряжении целый набор разверток, чтобы выполнять при помощи такого инструмента обработку отверстий любого диаметра.
Ручная коническая развертка
Вопрос о том, как сделать развертку отверстия при помощи ручного инструмента, как правило, не возникает. Для этого необходимо иметь в своем распоряжении не только сам инструмент, но и вороток, в котором он фиксируется посредством своего хвостовика с квадратным поперечным сечением конечной части.
Передний конец рабочей части ручных разверток – заход – отличается меньшим диаметром, чем размер поперечного сечения основной режущей части. Такая особенность конструкции нужна для того, чтобы обеспечить более легкий заход инструмента в обрабатываемое отверстие. Заметить эту разницу в диаметрах основной рабочей части и переднего конца инструмента можно даже на фото ручной развертки.

![§ 54. развертывание отверстий [1980 макиенко н.и. - общий курс слесарного дела]](https://vvk-yar.ru/wp-content/uploads/b/d/b/bdb58544974c4f5bcdbb000a038ecf61.jpeg)



Точность геометрических параметров обрабатываемого отверстия, а также чистота формируемой поверхности зависят от того, какое количество режущих зубьев имеется на рабочей поверхности развертки. Качество выполняемой обработки будет тем выше, чем большим количеством зубьев оснащена развертка. Между тем использование инструмента с большим количеством режущих зубьев имеет и свои минусы, основной из которых заключается в том, что в таком случае затрудняется отвод стружки из зоны обработки.
Точность изготовления отверстий развертыванием
Преимущественное большинство разверток, используемых для ручной обработки, имеют режущие зубья прямой формы, но есть и модели инструментов, рабочие зубья которых расположены по винтовой линии. Применение инструмента с винтовым расположением режущих зубьев целесообразно в тех случаях, когда отверстия, которые необходимо обработать, сформированы прерывистой поверхностью по своей длине.
Задаваясь вопросом о том, как сделать развертку отверстия при помощи инструмента машинного типа, следует иметь в виду, что для этого необходимо использовать уже не вороток, а оборудование, в шпинделе которого и фиксируется с помощью своего хвостовика такой инструмент. Конусные хвостовики стандартизированы, и их геометрические параметры зависят от диаметра самой развертки.
Рабочая часть машинной развертки, оснащенной твердосплавными напаиваемыми пластинами
Для изготовления машинного инструмента, который в процессе обработки испытывает значительные механические нагрузки, используется быстрорежущий металлический сплав. Лучшим по качеству использованного металла считается машинный инструмент, сделанный еще в советские времена, но найти его в свободной продаже сегодня достаточно проблематично.
Зачем необходимы развертки регулируемого типа? Такой вопрос часто возникает у начинающих специалистов по металлообработке. При помощи такого инструмента с регулируемым диаметром рабочей части выполняют обработку отверстий, размеры поперечного сечения которых соответствуют не целому числу (допустим, 10 или 16 мм), а дробному значению. Диметр рабочей части такого инструмента изменяется достаточно просто, для этого используются обычные гаечные ключи, при помощи которых ослабляют и закручивают регулировочные гайки, специально предусмотренные в конструкции развертки.
Зачем нужна раздвижная развертка?
Раздвижная развертка используется для множества целей, включая:
- Анимация: Раздвижная развертка позволяет аниматорам создавать плавные и реалистичные движения объектов. Она используется в различных областях, таких как анимационные фильмы, видеоигры и рекламные ролики. С помощью раздвижной развертки можно создать эффект движения вещей или персонажей.
- Обучение: Раздвижная развертка используется в обучающих материалах для демонстрации пошагового процесса. Она помогает ученикам лучше понять, как выполнять определенные задачи или процессы.
- Медицина: В медицине раздвижная развертка используется для визуализации анатомических структур и процессов, таких как движение костей или изменение формы органов.
- Инжиниринг: В инжиниринге раздвижная развертка помогает представить проекты и конструкции. Она может быть использована для демонстрации движения механизмов или изменения формы объектов в процессе работы.
Все эти примеры демонстрируют важность раздвижной развертки как инструмента, позволяющего визуально представлять движение и изменения объектов. Она помогает более эффективно коммуницировать и демонстрировать сложные процессы и идеи
Разновидности инструмента
Существует три базовых вида инструмента развёртки: цилиндрическая, коническая и регулируемая. Рассмотрим каждую из этих разновидностей.
- Цилиндрическая. Используется для отверстий, имеющих цилиндрическую форму. Таким инструментом можно работать с помощью дрели (на малых оборотах) или ворота. Бывает цельным или регулируемым.
- Коническая. Подразделяется на три категории: черновые, чистовые и промежуточные. Черновая срезает стружку зубьями режущей кромки. У такого инструмента зубья расположены по всей линии. Промежуточная режет стружку меньших размеров, а чистовая работает всей площадью. С помощью такой развёртки отверстие из цилиндрического превращается коническое.
- Регулируемая. Существует два основных типа, которые встречаются на современном рынке — это разжимные и раздвижные модели. Оба они работают по принципу движения вверх или вниз, сужая или расширяя диаметр отверстия. Различие состоит как по типу осуществления затяжки, так и по диапазону размеров. Разжимная развёртка имеет верхнюю и нижнюю гайки, с помощью которых диаметр отверстия изменяют от 0,25 до 3 миллиметров. Раздвижные развёртки снабжены винтом, и при его затяжке приводится в движение специальный шарик, находящийся внутри корпуса, раздвигающий режущие части. Этот тип конструкции считается более точным, позволяющим увеличивать диаметр отверстия в пределах от 0,15 до 0,5 миллиметров. Регулируемая развёртка состоит из корпуса и ножей, представляющие собой вставные тонкие пластины, изготовленные из инструментальных сталей. Режущие пластины являются съёмными, их можно затачивать и впоследствии заменять новыми. Этот тип инструмента позволяет изменять диаметр отверстий на десятые и сотые доли миллиметра и является более экономичным из-за возможной замены ножей.
Отличие зенкерования от смежных операций
Зенкерование сходно с развёртыванием отверстий, режущие кромки инструмента снимают лишний материал со стеноктия, уменьшают шероховатость и увеличивают диаметр. Это получистовая операция, что значит, за ней следует ещё один этап обработки. Развёртывание – финишная процедура. Во время зенкерования устраняются дефекты сверления, штамповки и литья. В процессе можно немного откорректировать привязку, добиться лучшей соосности для будущего соединения. Точность удаётся повысить до 5, а иногда даже до 4-го класса.
При установке режима резания нужно помнить, что толщина удаляемого металла при зенкеровании равна половине припуска для заданного диаметра отверстия. Если сравнивать со сверлением, то подачу можно сделать больше в 1,5-2 раза, а скорость оставить такой же. Конкретные параметры резания рассчитываются по формулам, приводимым в нормативной литературе.
Так как зенкер обладает большей в сравнении со сверлом жёсткостью, из-за повышенного числа острых выступов, возрастает точность направления движения, а также качество обработки, гладкость и чистота поверхности. Для сравнения сверление даёт шероховатость 20 мкм и квалитеты 11–12, зенкерование – шероховатость 2,5 мкм, квалитеты 9–11, а развёртывание – шероховатость 0,25-1,25 мкм и квалитеты 6–9. Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке.
При этом виде обработки создаются углубления для размещения крепежа заподлицо с поверхностью детали. Помимо снятия фасок, зенковку применяют для вырезания углублений конической формы. Ещё одним назначением будет зачистка и обработка выемок перед монтажом крепежа, это делается при помощи плоских или же торцевых зенковок, именуемых ещё цековками, что более грамотно.
Наибольшее распространение на рынке получили конические зенковки с рабочими углами в 90 и 120º, которыми создаются углубления, чтобы прятать шляпки болтов и винтов. В металлообрабатывающей промышленности находят своё применение и зенковки с плоским кончиком, служащие для зачистки выемок под крепежные элементы. Устанавливают зенковки в те же станки, что и другой инструмент для обработки отверстий для крепежа.
Оптимальное использование возможностей регулируемой развертки
Регулируемая развертка является одной из важных функций, доступных при создании веб-страницы. Она позволяет управлять размещением элементов на странице, изменять их размеры и расположение в зависимости от потребностей пользователей и контекста.
Для оптимального использования возможностей регулируемой развертки рекомендуется следующее:
- Учитывайте разные размеры экранов: при разработке веб-страницы следует учитывать, что пользователи могут просматривать ее на различных устройствах — от настольных компьютеров до мобильных телефонов. Поэтому необходимо обеспечить адаптивность и регулируемость элементов страницы, чтобы они корректно отображались на разных экранах.
- Грамотное использование сетки: определение и использование сетки страницы помогает создать балансировку между контентом и белым пространством. Хорошо настроенная сетка позволяет регулировать размеры и расположение элементов таким образом, чтобы страница выглядела гармонично и читабельно.
- Контроль типографики и шрифтов: подходящий выбор шрифтов, их размеров и цветовой схемы являются важными аспектами для создания приятного визуального опыта на странице. Регулируемая развертка позволяет добиться гармоничного сочетания заголовков, текстов и других элементов.
- Управление отступами и отступками: использование правильных отступов и отступок помогает визуально организовать контент на странице и создать целостный образ. Регулируемая развертка позволяет настроить отступы и отступки таким образом, чтобы они не были слишком маленькими или большими.
- Тестирование и оптимизация: для достижения оптимального использования возможностей регулируемой развертки следует тестировать созданные веб-страницы на разных устройствах и в различных браузерах. Также можно использовать инструменты для анализа производительности и оптимизировать код для достижения максимальной скорости загрузки страницы.
В целом, регулируемая развертка позволяет создать гибкую и адаптивную веб-страницу, способную подстраиваться под потребности пользователей и обеспечивать приятный опыт использования.
Тонкости работы
Одной из важных составляющих процесса, как правило, является применение смазки и охлаждения, что оказывает немалое влияние на степень точности развёртываемого отверстия. В противном случае отверстия получаются неровными и шероховатыми, не исключены также защемление и поломка развёртки. Поэтому при работе с изделиями из стали, меди и алюминия применяют различные смазочные вещества:
- стальные детали смазывают минеральным маслом;
- медные — эмульсией с маслом;
- алюминиевые — скипидаром с керосином;
- дюралюминиевые — сурепным маслом.
 Исключение составляют бронза, чугун — с этими материалами можно работать «всухую».
Исключение составляют бронза, чугун — с этими материалами можно работать «всухую».
Категорически запрещается вращать развёртку в обратном направлении, так как это ведёт к поломке зубьев и появлению задиров. Для получения более качественного результата используют так называемый вариант машинно-ручного развёртывания. Заключается он с том, что в зависимости от размеров обрабатываемой детали в патрон сверлильного станка устанавливают или деталь, или саму развёртку.
Например, при закреплении развёртки в шпинделе токарного станка мелкие детали во время обработки держат в руках или специальных приспособлениях, и наоборот, довольно крупные детали, которые трудно удерживать в руках, вставляют в патрон, а развёртку держат руками.
3 ГОСТ 1672–80 – какими должны быть машинные инструменты?
Развертка разжимная и раздвижная лепестковая (а также шкворневая) применяется не во всех процессах. Активно используются и машинные инструменты, которые устанавливаются на металлорежущие станки. Требования к таким приспособлениям для обработки отверстий изложены в ГОСТ 1672. В соответствии с этим документом цельный инструмент бывает насадным, с коническим и с цилиндрическим хвостовиком, предназначенным для обработки деталей по двум вариантам:
- с припуском;
- чистовая обработка.
Инструмент с цилиндрическим окончанием производится диаметром от 1,4 до 20 мм, с коническим – от 5,5 до 50 мм, насадные приспособления – от 25 до 50 мм. В ГОСТ 1672 указывается, что цилиндрический инструмент может иметь угол конусности 5 и 15 градусов, насадной – 5, 15 и 45 градусов. Для вязких металлов желательно использовать приспособления с углами 15 градусов, для хрупких (в частности, чугуна) – 5 градусов.
 На фото — инструмент развертка с цилиндрическим окончанием
На фото — инструмент развертка с цилиндрическим окончанием
В ГОСТ 1672 для каждого типа и вида машинного разверточного инструмента дано рекомендованное значение количества зубьев и угла в плане. Но по желанию потребителя стандартные величины допускается изменять в большую и меньшую сторону. ГОСТ 1672–80 не содержит запретов по этому поводу.
Некоторые дополнительные требования ГОСТ 1672:
- машинные приспособления с припуском могут иметь отклонения рекомендованных сечений на величины, указанные в Госстандарте 11173;
- в маркировке инструментов с отрицательными или положительными величинами передних углов всегда ставится их значение.
 Фото инструмента для развертывания
Фото инструмента для развертывания
Практически весь инструмент для развертывания изготавливается с нулевым передним углом. Но, как вы уже поняли, ГОСТ 1672 разрешает выпускать приспособления с «плюсовым» и «минусовым» углом. Чаще всего, производится инструмент с углом в 7 градусов, который применяется для обработки металлов с высокой вязкостью.
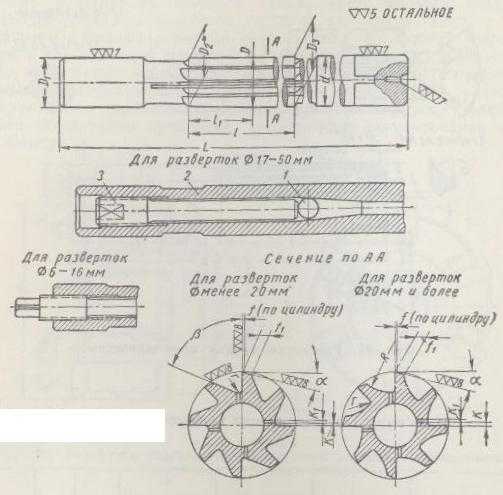
Добавим, что развертка раздвижная лепестковая, как и развертка разжимная, относящиеся к регулируемым приспособлениям, обычно делаются из легированных и быстрорежущих сталей. А вот машинный инструмент изготавливают исключительно из быстрорежущих сплавов.
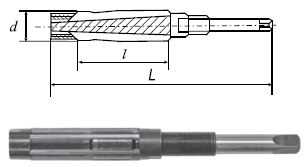
Развертки : цельная хвостовая, насадная, раздвижная, разжимная.
Механизм подачи станка не должен иметь люфтов, которые создают рывки и неравномерность в работе. Жесткость системы должна обеспечивать работу развертывания без вибраций.





Приспособление для закрепления заготовки должно соответствовать следующим требованиям: быть достаточно жестким; обеспечивать правильное базирование заготовки; расположение кондукторных втулок должно обеспечивать надежное направление разверток и надежный подвод охлаждающей жидкости; предотвращать возможность засорения установочных баз и мест крепления; обеспечивать удобство обслуживания.
При установке приспособления ось шпинделя должна совпадать с осью кондукторной втулки или предварительно просверленного отверстия в заготовке. Приспособление устанавливают при помощи индикатора, установленного на шпинделе станка.
Для нормальной работы разверток необходимо правильное распределение припусков. В табл. 6 приведены значения припусков под развертывание в зависимости от диаметра обрабатываемого отверстия.
6. Величины припусков под развертывание
| Вид припуска | Припуски (мм) при диаметре отверстий, мм | ||||
| 12-18 | 18-30 | 30-50 | 50-75 | 100 | |
|
Общий на чистовое и черновое развертывание |
0,15 | 0,20 | 0,25 | 0,30 | 0,40 |
|
На черновое развертывание |
0,1-0,11 | 0,14 | 0,18 | 0,2-0,22 | 0,3 |
|
На чистовое развертывание |
0,04-0,05 | 0,06 | 0,07 | 0,08-0,1 | 0,1 |
Технология предварительной обработки должна быть построена так, чтобы на долю развертки осталось снятие только тонкой отделочной стружки, а высота неровностей на предшествующей операции не превышала припуска на развертывание.
При большом припуске развертка будет работать неравномерно, быстро тупиться, поэтому отверстия получаются с большой шероховатостью поверхности и меньшего размера, чем диаметр развертки. Применение охлаждения при развертывании повышает точность отверстий примерно на один класс, класс шероховатости поверхности также возрастает. С увеличением подачи в пределах прямых или обратных срезов при развертывании класс шероховатости снижается. С увеличением скорости резания класс шероховатости и точность обработанных отверстий несколько снижаются.
В зависимости от диаметра отверстия и требуемой точности развертывание ведут одной или двумя развертками. Обычно отверстия 3-го класса точности получают однократным развертыванием, а отверстия второго класса точности – двухкратным.
Развертыванием можно получить отверстия и 1-го класса точности, но такая высокая точность экономически нецелесообразна. Развертывание отверстий применяют в основном в мелкосерийном и единичном производстве, так как стоимость изготовления разверток, допускающих относительно небольшое число переточек, и расходы на их переточку повышают стоимость обработки.
Относительно низкая стойкость разверток (300-500 отверстий в чугунных заготовках и 80-100 в стальных) ограничивает их применение в серийном производстве. В массовом и серийном производстве вместо развертывания применяют протягивание отверстий.
На рис. 97, а-г приведена схема предварительной и окончательной обработки отверстий, а на рис. 98, а-г разновидности разверток.
Рис. 97. Обработка отверстий: а – сверлением, б – зенкерованием, в, г- развертыванием
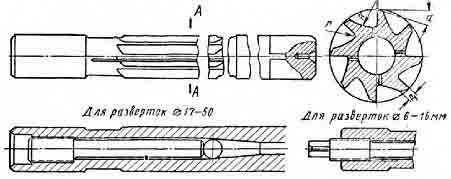
Рис. 98. Развертки:
а – цельная хвостовая, б – насадная, в – раздвижная, г – разжимная