
Инструкция: настройка полуавтомата сварочного Real Mig 200
Перед началом работы с полуавтоматом сварочным Real Mig 200 необходимо правильно настроить его настройки для достижения желаемого результата сварки. Рекомендуется следовать следующей инструкции:
Шаг 1: Подготовка инструмента и рабочей области
1. Перед началом работы убедитесь, что полуавтомат сварочный Real Mig 200 включен в сеть электропитания и подключен к газовому баллону (если требуется). Проверьте также наличие и правильность установки сварочной проволоки.
2. Очистите рабочую поверхность от любых посторонних материалов, чтобы обеспечить безопасность и предотвратить повреждение оборудования.
Шаг 2: Выбор режимов сварки
1. Настройте соответствующие регуляторы на полуавтомате сварочном Real Mig 200 в соответствии с требованиями вашей задачи.
2. Определите толщину материала, который вы собираетесь сваривать, и выберите соответствующий режим сварки. Возможные режимы могут варьироваться в зависимости от модели полуавтомата.
Шаг 3: Настройка скорости подачи сварочной проволоки
1. Включите полуавтомат сварочный Real Mig 200 и установите начальное значение скорости подачи сварочной проволоки. Обычно это делается с помощью соответствующего регулятора на оборудовании. Используйте рекомендации производителя сварочной проволоки для определения оптимальной скорости подачи.
2. Выберите соответствующий метод подачи сварочной проволоки: с нажатием кнопки или автоматическим включением сварочного автомата при прикосновении проволоки к материалу.
Шаг 4: Проведение пробной сварки
1. Перед началом основной работы рекомендуется провести пробную сварку на отдельном куске материала. Это позволит вам проверить настройки полуавтомата и внести необходимые корректировки.
2
При проведении пробной сварки обратите внимание на качество сварного шва, его прочность и внешний вид. Если требуется, внесите корректировки в настройки полуавтомата до достижения желаемого результата
Шаг 5: Работа с полуавтоматом сварочным Real Mig 200
1. При начале работы с полуавтоматом сварочным Real Mig 200 следуйте переданной опытными приставами, требованиями технической спецификации материала и окружающей среды, а также регламентации выполнения сварочных работ.
2. Следите за работой полуавтомата в процессе сварки. Убедитесь, что качество сварного шва соответствует требуемым стандартам.
3. После окончания работы очистите полуавтомат сварочный Real Mig 200 от сварочной проволоки и других остатков материалов.
Шаг 6: Проверка и обслуживание
1. Периодически проверяйте состояние полуавтомата сварочного Real Mig 200, его настроек и компонентов. При необходимости произведите сервисное обслуживание или замените детали.
2. Следуйте инструкциям по эксплуатации и техническому обслуживанию, предоставленными производителем полуавтомата сварочного Real Mig 200.
Следуя этой инструкции, вы сможете правильно настраивать полуавтомат сварочный Real Mig 200 для достижения высококачественных сварных швов и получения желаемого результата сварки. Помните, что безопасность и правильное использование оборудования являются важными аспектами этого процесса.
Достоинства и недостатки полуавтоматов
Плюсов у техники такого рода заметно больше, чем минусов. Этим обусловлено ее широкое использование.
 Устройство сварочного полуавтомата
Устройство сварочного полуавтомата
Среди длинного ряда преимуществ можно выделить:
- Способность агрегатов работать с очень тонким материалом (до 0,5 мм толщиной);
- Возможность варить оцинкованный металл, если использовать особого рода проволоку (на основе медных сплавов);
- Невысокая степень чувствительности к загрязнениям свариваемого металла;
- Более доступная стоимость сварки;
- Способность работать практически с любыми металлами;
- Высокий КПД.
Есть и несколько недостатков:
- Повышенное разбрызгивание металла в случае, если не используются защитные газы;
- Открытая дуга характеризуется более интенсивным излучением;
- Чувствительность агрегата к снижению температуры воздуха.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
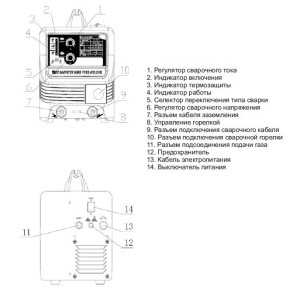
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
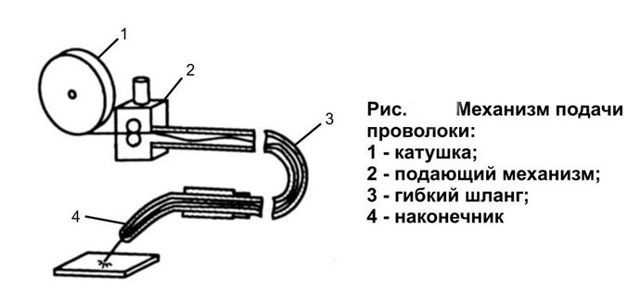
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Сварка полуавтоматом без газа — проверенный способ
Варить полуавтоматом можно как с газом, так и без него. Для этих целей была придумана омеднённая и специальная порошковая проволока, о преимуществах использования которой уже рассказывалось ранее. Это и отсутствие в необходимости таскать газовые баллоны, и удобство в случае ветряной погоды, когда защитный газ, попросту сдувает ветром.
 Сварка полуавтоматом без газа — проверенный способ
Сварка полуавтоматом без газа — проверенный способ
Важно, омеднённую проволоку можно использовать как с газом, так и без него. Однако нет технологии сварки омеднённой проволокой без газа
Порошковая же проволока предназначена исключительно для сварки полуавтоматом без газа. Для этого состав и устройство такой проволоки сделано, таким образом, чтобы при плавлении оболочки выделялось облако газа защищающего раскалённый металл.
Как варить порошковой проволокой без газа
При сварке полуавтоматом без газа, обычной омеднённой проволокой, сварочный шов становится заметно хуже. Расплавленный металл начинает пузыриться, внутри него образуются пустоты, которые портят не только внешний вид соединения, но и заметно ухудшают его прочностные качества.
 Как варить порошковой проволокой без газа
Как варить порошковой проволокой без газа Как варить порошковой проволокой без газа
Как варить порошковой проволокой без газа
И, тем не менее, в экстренных случаях, когда нужно по-быстрому что-то прихватить полуавтоматом без газа, можно использовать обычную омеднённую проволоку. Даже на фотографиях можно заметить, что сварочный шов с использованием газа выглядит намного аккуратней, чем без него.
Установка катушки с порошковой проволокой в полуавтомат
Чтобы начать варить порошковой проволокой без газа, сначала нужно установить новую катушку. Для удобства и быстроты, сначала необходимо откусить обгоревший конец омеднённой проволоки и послабить натяжник в полуавтомате. Таким образом установить новую катушку с порошковой проволокой будет намного проще.
После этого нужно намотать остаток проволоки с рукава обратной на катушку полуавтомата, после чего можно снимать бобину и устанавливать новую. Чтобы проволока не разматывалась в дальнейшем необходимо завернуть её небольшой кусок за край катушки, после чего слегка загнуть.
 Установка катушки с порошковой проволокой в полуавтомат
Установка катушки с порошковой проволокой в полуавтомат
Обязательно, прежде чем протягивать проволоку в горелку полуавтомата следует раскрутить наконечник. Чтобы протянуть порошковую проволоку нужно включить полуавтомат и протяжку. Далее необходимо выждать пока из горелки полуавтомата не покажется конец проволоки, длиной примерно 2-3 сантиметра.









Общие требования
Для того, чтобы правильно отрегулировать сварочный полуавтомат, нужно опираться на ряд взаимосвязанных критериев, влияющих на качество и конфигурацию сварных швов. К ним в общем случае относятся:
-
полярность тока;
-
напряжение дуги;
-
характеристики проволоки и скорость ее подачи.
Кроме того на прочность сварного шва существенно влияет защитная среда, состав которой определяется, исходя из характеристик металлов и необходимого качества сварки. Как правило, при сварочных работах используют такие газы, как аргон, гелий или углекислый газ.
Приступая к работе со сварочным полуавтоматом в среде защитного газа, нужно установить требуемый расход защитного газа. Как правило, эта величина находится в диапазоне от 6 до 16 л.
Полярность тока
В сварочных полуавтоматах предусмотрено две полярности — прямая и обратная При этом прямая полярность (деталь подключена к клемме питания «+») используется при сварке деталей большой толщины, изготовленных из чугуна, алюминия и др. Также эту полярность применяют при работе с проволокой, наполненной флюсом.
При обратной полярности (деталь подключается к клемме питания «минус») электрод разогревается быстро, а сварная зона остается относительно холодной, что позволяет работать с тонкими металлами.
Внимание! Для смены полярности нужно поменять местами проводники питающего кабеля.
Напряжение дуги
Образование и поддержание сварочной дуги прямо зависит от рабочего напряжения, которое растет при увеличении толщины металла и диаметра проволочного электрода. При этом правильную форму шва — выпуклый валик — образует только устойчивая дуга при отсутствии брызг. Если рабочее напряжение низкое, то шов получается узким и непрочным, а если высокое — то уплощенным, с прожогами и потеками.
Облегчает задачу получения правильной дуги, которая оказывает существенное влияние не только на форму сварного валика, но и на глубину провара, дополнительная функция «Регулировка индуктивности».
Характеристики проволочных электродов
Для сварки в среде защитных газов чаще всего применяют омедненную проволоку типа СВ-0,8Г2С-0. Она считается универсальной и пригодна для сварки разных металлов толщиной от 0,8 до 3,0 мм.
Что касается сварки без защитного газа, то в этом случае используется самозащитная флюсовая проволока.

Ее внутренняя полость заполнена флюсом, при сгорании которого образуется защитный газ. Такое решение позволяет обойтись без баллона с газом.
Самозащитная флюсовая проволока имеет ряд преимуществ, основные из которых:
-
возможность сварки на улице;
-
высокая мобильность агрегатов.
Среди недостатков отмечают:
-
высокую стоимость;
-
большое количество брызг и шлака, который по завершении сварки нужно счистить.
ВАЖНО! Применять проволочный электрод с флюсом можно только в том случае, когда на аппарате установлена прямая полярность.
Подача проволочного электрода
Качество сварки определяется положением горелки и скоростью подачи проволоки, намотанной на катушку. К месту сварки проволочный электрод поступает по специальному шлангу, причем скорость ее подачи можно ускорить или замедлить, используя специальный подающий механизм.
ВАЖНО! При слишком медленном движении проволока сгорает не образуя сварной шов, а при слишком быстром — сгорает, не успевая расплавиться.
Качество сварки часто зависит от неумелых действий сварщика. Так горелку нужно вести ровно, не приближая ее слишком близко к месту сварки. Кроме того, между кромками деталей должен быть предусмотрен небольшой зазор.
Важное значение имеет также вылет электрода — расстояние между концами проволоки и наконечника. При этом чем меньше вылет проволоки, тем стабильнее электрическая дуга.. В зависимости от конструкции газовой горелки ее наконечник может быть утоплен в сопло, немного выступать из него или располагаться вровень с его краями
При этом положение наконечника относительно сопла может регулироваться или быть жестко фиксированным.
В зависимости от конструкции газовой горелки ее наконечник может быть утоплен в сопло, немного выступать из него или располагаться вровень с его краями. При этом положение наконечника относительно сопла может регулироваться или быть жестко фиксированным.
Внимание! Неправильное взаимное расположение сопла газовой горелки и ее наконечника часто становится причиной некачественной сварки — прожога детали насквозь, появления большого количества брызг и пр.
Настройка полуавтоматической сварки для проведения сварочных работ
Схема полуавтоматической сварки.
Осуществлять настраивание дозировки подачи количества инертного газа из газового баллона можно двумя способами:
- автоматическим;
- ручным.
Правильно проведенная предварительная настройка полуавтомата позволяет образованной электрической дуге гореть ровно, обеспечивая проведение сварочного процесса без образования брызг. При проведении сварки необходимо следить за тем, чтобы не происходило закипания металла в месте сваривания. Для этого нужно правильно настроить прибор перед использованием. Подачу газа в область проведения сварки можно отрегулировать на слух, так как защитный газ при осуществлении операции сваривания при прохождении через сопло издает негромкий шум.







При регулировании подачи газа в зону проведения производственной операции нужно следить за тем, чтобы защитный газ не дул в зону плавления металла, а обдувал ее. В случае появления шипящих звуков и при быстром плавлении проволоки требуется уменьшить поток газа.
В процессе работы, если все параметры отрегулированы правильно, образуется устойчивая электродуга, которая горит с характерным потрескиванием. На качество сварного шва огромное влияние оказывает не только скорость подачи защитного газа, но и его тип.
Почему нельзя полностью полагаться на рекомендуемые настройки
Очень популярный вопрос, который тревожит каждого новичка сварки. Прежде всего, отметим список вещей, которые влияют на качество работ:
- разная начинка сварочных полуавтоматов;
- качество электросети;
- состав сплава;
- температура окружающей среды;
- толщина и марка проволоки;
- пространственные положения работ;
- состав газа или его смеси.
Итого, чтобы получить, качественный шов, сварщику приходится «попадать» в оптимальные настройки, с которыми можно качественно сваривать изделия. Но стоит взять другой металл, поменять положение или чтобы напряжение сети упало и нужно снова искать те самые оптимальные настройки.
Плюсы и минусы
Полуавтоматическая сварка в среде защитных газов имеет положительные и негативные качества. Среди плюсов стоит выделить:
- технология обладает высокой производительностью;
- она позволяет получить отличное сварное соединение. Правильная регулировка сварочного полуавтомата обеспечивает рациональный ввод легирующих элементов и раскислителей через проволоку;
- не требуется применять флюсы и покрытия. Это значит, что нет необходимости очищать сварную зону от шлака;
- высокая эффективность;
- подходит для работы с разными сталями и металлами.
Но имеются некоторые минусы:
- аппаратура обладает сложным устройством, для ее настройки требуется иметь навыки и знания;
- требуется защита при работе на открытых площадках;
- дополнительные затраты на защиту для глаз.
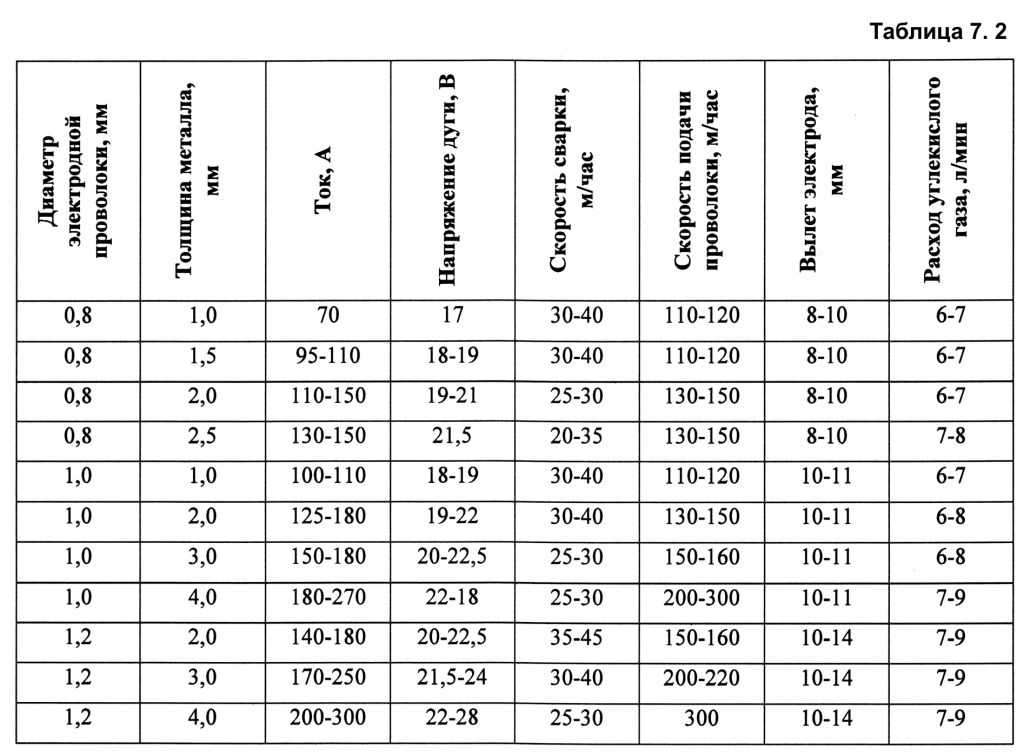
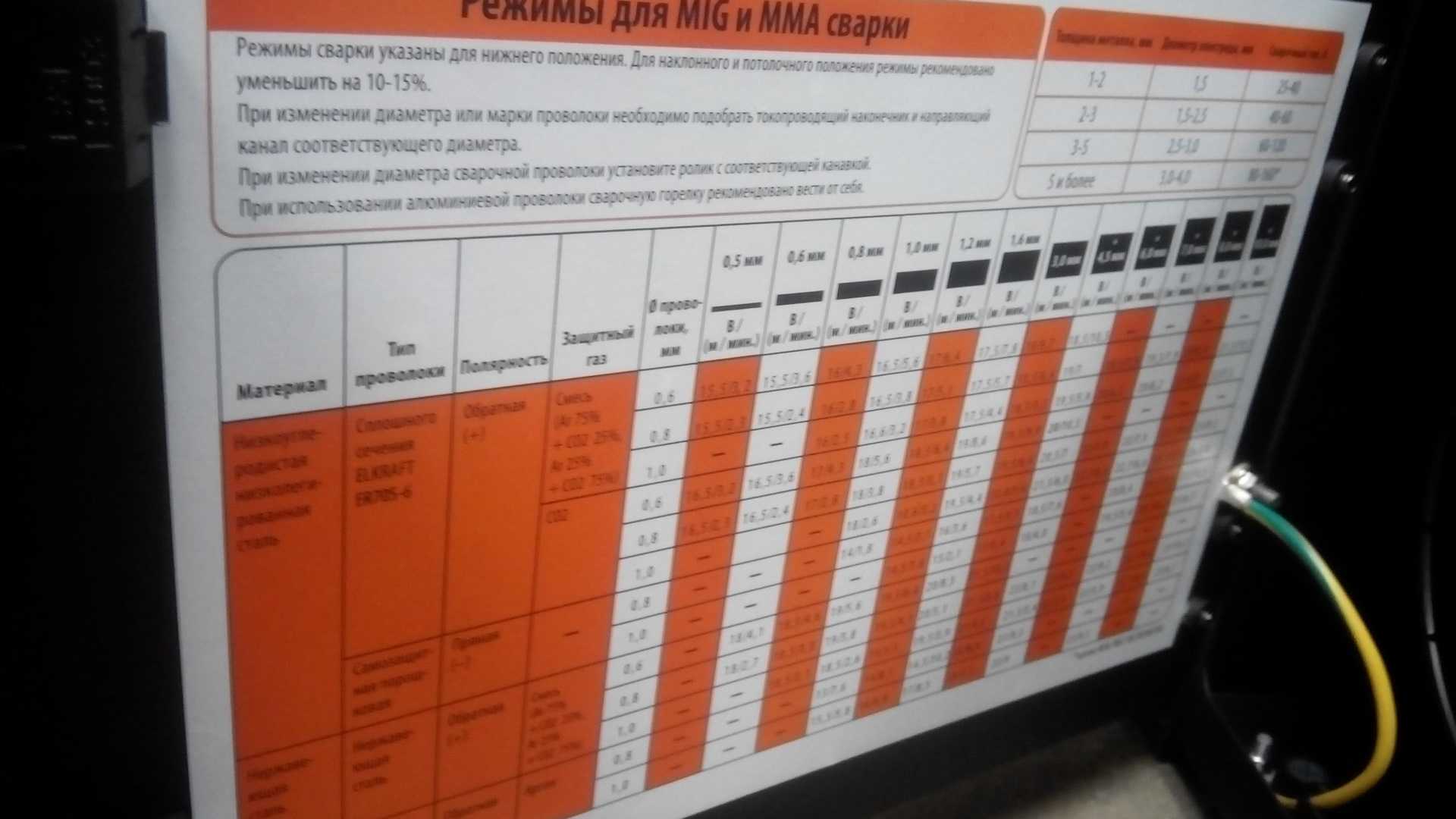
Проведение полуавтоматической сварочной технологии требует соблюдения важных режимов, от которых зависит качество и прочность соединения. Каждый сварщик должен знать диаметр проволоки, силу тока, полярность, виды защитных газов, а также какое давление углекислого газа должно применяться при сварке полуавтоматом. Для облегчения задачи были разработаны специальные таблицы с точными параметрами сварки полуавтоматом.
Выпуск и вылет проволоки
На качество сварного шва влияет длина вылета расходного материала из наконечника, а также размер зазора между проволокой и рабочей поверхностью. Несоответствие между диаметром проволоки и величиной ее выхода из наконечника приводят к избытку брызг, прожигу металла, непроварам и короблению.
В некоторых конструкциях полуавтоматов предусмотрена возможность изменения расположения наконечника горелки относительно сопла. Размещены они на одном уровне, но контактная трубка по отношению к соплу может выдвигаться или, наоборот, утапливаться. Амплитуда регулировки составляет 3,2 мм.
Короткий вылет используется для формирования швов на конструкционной низколегированной стали. При увеличении расстояния в этом случае снижает эффективность защитного газового облака. Для того, чтобы увеличить температуру плавления, можно немного удлинить флюсовую проволоку.
Выпуск и вылет напрямую зависят от диаметра присадочной проволоки:
Определение места установки
Перед началом настройки сварочного полуавтомата Сварог Миг 200 необходимо определить место его установки. Выбор правильного места имеет решающее значение для эффективной и безопасной работы оборудования.
Основными критериями выбора места установки являются:
1. Помещение должно быть хорошо проветриваемым, чтобы исключить скопление вредных паров и газов. Если возможно, установите сварочный полуавтомат в помещении с высокой потолочной вентиляцией или на открытом воздухе.
2. Место установки должно быть плоским и прочным, чтобы поверхность не деформировалась от веса оборудования и обеспечивала его устойчивость во время работы.
3. Работу сварочного полуавтомата следует выполнять на невоспламеняющейся поверхности, чтобы предотвратить возможность пожара.
4. Расстояние до легковоспламеняющихся предметов, таких как ласковитель, бензобаки или горючие жидкости, должно быть не менее 5 метров, чтобы защитить оборудование от возгорания и взрывопожарной опасности.
5. Удобство доступа к сварочному полуавтомату и его компонентам также является важным фактором. Убедитесь, что вокруг оборудования достаточно места для свободного перемещения и обслуживания.
Правильное выбор места установки сварочного полуавтомата Сварог Миг 200 обеспечит комфортные условия работы и обеспечит безопасность во время выполнения сварочных работ.
Преимущества и слабые стороны полуавтомата
Как и любое другое оборудование, этот инструмент имеет свои сильные и слабые стороны. К достоинствам и преимуществам можно отнести следующие возможности сварочного полуавтомата:
Работа сварочного полуавтомата.
- С ним вы сможете работать с тонколистовой сталью, сваривая части и детали, толщина которых составляет до 0,5 мм;
- Он обладает низким порогом чувствительности к коррозии, ржавчине и остальным загрязнениям или вредным процессам для основного металла;
- Немаловажную роль играет и его адекватная стоимость, которая намного ниже, чем другие виды сваривания;
- С таким аппаратом вы можете работать с металлами, которые обладают внешним покрытием. Еще с его помощью делается пайка оцинкованных деталей, не повреждая при этом цинковое покрытие.
Устройство горелки полуавтомата.
Но есть и свои минусы. Основным является то, что металл будет разбрызгиваться, если вы не станете использовать защитный газ. Вторым существенным недостатком полуавтомата отмечают большое излучение его открытой дуги.
Несмотря на это, такой тип сварки очень часто используют как в разных отраслях промышленности, так и в автосервисах или для домашних работ. Наиболее часто полуавтоматы применяют, если нужно варить черную и нержавеющую сталь, алюминий. Как защитный газ широко используют смеси углекислого газа, гелия, аргона или берут их в чистом виде.
Инструкция для начинающих сварщиков
Сварка является одним из важнейших процессов в металлообработке. Начинающий сварщик должен ознакомиться с основными моментами и правилами сварки, чтобы выполнять свою работу качественно и безопасно.
Подготовка к сварке
Перед началом сварки необходимо проделать следующие шаги:
- Очистить металл – удалить жир, масло и ржавчину с помощью специальных растворителей или металлической щетки;
- Проверить оборудование – убедиться в исправности сварочного аппарата, наличии необходимых электродов и расходных материалов;
- Защититься – надеть сварочную маску, сварочные перчатки, защитную одежду и ботинки, чтобы предотвратить возможные травмы.
Сварка с использованием полуавтомата
Полуавтоматическая сварка с использованием сварочного аппарата Реал Миг 200 является одним из наиболее распространенных методов. Для начала сварщик должен:
- Выбрать подходящий режим сварки – настроить необходимую мощность сварочного аппарата и ток для конкретного типа металла;
- Определиться с положением сварки – учесть особенности металла и требования к сопряжению;
- Регулировать скорость подачи проволоки – установить оптимальное соотношение между скоростью подачи и скоростью сварки;
- Выполнять сварку по шву – подводить сварочную горелку к месту сварки, удерживать оптимальное расстояние между горелкой и поверхностью;
- Контролировать качество сварочного шва – проверять шов на наличие трещин и других дефектов, необходимо осуществлять визуальный контроль.
Послесварочные действия
После завершения сварки необходимо принять следующие меры:
- Остудить сварочный шов – дать возможность шву остыть и зафиксироваться;
- Произвести окончательную обработку – удалить заливки, неровности и другие дефекты с помощью шлифовального инструмента;
- Проверить качество сварки – визуально оценить качество шва и необходимость дополнительной обработки или корректировки.
Рекомендации и советы
Для успешной сварки с помощью полуавтомата Реал Миг 200 рекомендуется:
- Получить необходимые навыки – пройти обучение и тренировки под руководством опытных сварщиков;
- Соблюдать технику безопасности – работать в специальной защитной одежде и наличии необходимых средств индивидуальной защиты;
- Практиковаться – проводить практические занятия на различных типах металла для получения опыта и совершенствования техники сварки;
- Использовать качественные материалы – выбирать проверенные электроды и расходные материалы высокого качества для достижения лучшего результата.
Обучение и саморазвитие
Сварка – это процесс, требующий постоянного обучения и саморазвития. Начинающему сварщику рекомендуется посещать специализированные семинары, читать литературу по сварке, изучать новые технологии и приемы.
Регулировка параметров
Регулировка величины тока или напряжения зависит от толщины заготовок. Чем толще свариваемое изделие, тем больше сварочный ток. В простых устройствах полуавтоматической сварки регулировка силы тока совмещена со скоростью подачи проволоки.
В профессиональных полуавтоматах регулировки раздельные. Правильность настройки можно определить только опытным путем, сделав экспериментальный шов на пробной заготовке. Валик должен быть нормальной формы, дуга устойчивой, без брызг.
В некоторых моделях полуавтоматов имеется регулировка индуктивности (настройки дуги). При маленькой индуктивности температура дуги падает, глубина проплавления металла уменьшается, шов становится выпуклым.
Это используется при сваривании тонких металлов и сплавов, чувствительных к перегреву. При большой индуктивности температура плавления растет, сварочная ванна становится более жидкой и глубокой. Валик шва становится плоским. Сварку в этом режиме используют для толстых заготовок.
Переключатель скорости подачи сварочной проволоки в моделях способных работать с разными диаметрами требует дополнительной регулировки с учетом конкретной толщины проволоки.
Даже изучив полностью рекомендации производителя не всегда можно получить нужный режим работы полуавтомата.
Выставив оптимальные регулировки для сварки заготовки сегодня, может получиться, что на следующий день они станут неоптимальными потому, что изменилось качество сети или изменилось положение изделия на рабочем столе.
То есть настройка режимов процесс постоянный и индивидуальный потому еще, что он зависит и от манеры работы самого сварщика.
Основные этапы настройки
Влияние режимов сварки на форму шва.
Вначале подберите силу сварочного тока, учитывая толщину металла, который вы будете варить. Обязательно хорошо изучите инструкцию или руководство по эксплуатации полуавтомата, потому что в них прилагаются таблицы, в которых вы найдете соответствия этих двух величин. Учитывайте, что с низким сварочным током аппарат будет варить плохо. У некоторых моделей вы можете встретить показатели напряжения вместо показателей силы тока. Особых различий между ними нет, потому что выбор настройки вы будете осуществлять точно так же: выставляйте тем сильнее напряжение, чем больше предполагается толщина свариваемого металла.





Далее, следуя указаниям инструкции и таблицы (ни в коем случае не на глаз), настройте нужную скорость подачи сварочной проволоки. Ее можно отрегулировать, используя сменные шестерни, которые прилагаются к полуавтомату. Существуют модели и со специальными коробками скоростей.
Классификация полуавтоматов.
Теперь можете приступать к настройке величины тока и напряжения. Это делается с помощью регулировочных устройств. Источники питания могут быть разными: сварочный трансформатор либо машина постоянного тока. Обязательно проверьте ваши настройки на пробных изделиях (опытной наплавке), при необходимости корректируя режим сварки до наиболее оптимального. Доказательством того, что у вас все получилось правильно, послужит расплавленный флюс (в необходимом количестве), нормальное формирование валика, устойчивая сварная дуга. Тогда можно будет пробовать работать и с основным материалом.
Что касается проволоки, то ее настройка достаточно проста. Ее поступление по специальному шлангу в мундштук или из него регулируется положением переключателя (рычага), который вы сможете найти на аппаратном ящике. При перемещении переключателя в позицию «Вперед», вы обеспечите поступление проволоки в сторону держателя к месту сварки. Соответственно, если установить положение рычага на «Назад», то будет осуществляться подача проволоки в сторону катушки. Просто выберите и настройте нужный вам режим.
Для того чтобы начать работу, выставляйте рычаг на положение «Вперед». Когда воронка наполнится флюсом, устанавливайте держатель так, чтобы наконечник мундштука располагался в зоне сварки. Теперь нужно будет открыть заслонку флюсовой воронки и нажать кнопку «Пуск», сделав одновременно легкое движение (чиркнув) держателем по месту сварки. В результате ваших действий должна загореться дуга, и начаться сам сварочный процесс.
Операции перед началом работы
Перед тем, как приступить к работе, опытный сварщик проводит качественную настройку и регулировку сварочного полуавтомата. В частности производится непосредственная регулировка подачи силы тока, а также вспомогательные узлы и компоненты, в частности – скоростной режим подачи проволоки, иные вспомогательные характеристики. В самом процессе работы, даже если вы все установили, так как надо, необходимо дополнительно осуществлять настройку сварочного полуавтомата, в зависимости от условий эксплуатации и целевого предназначения сварочного оборудования.
Устройство в обязательном порядке должно быть подключено к специальной системе подачи защитных видов газа – аргон, углекислотный баллон или к смеси газовых компонентов. Обязательно проверяем требуемое количество, и объем проволоки, которую мы используем в барабанном механизме. Если проволоки недостаточно или мало, заправляем барабан новым материалом и протягиваем до рабочей рукоятки.
Для того чтобы обеспечить качественные и необходимые первичные параметры подготовки к работе, необходимо выполнить следующие условия и принцип как настроить сварочный полуавтомат инверторного типа для конкретных характеристик работы:
- Определяемся с размерами и толщиной свариваемой поверхности металлов любого типа.
- Выявляем характеристики пространственного положения сверяемых частей металла- вертикальное или горизонтальное.
- Учитываем толщину используемой проволоки для технологической работы.
Учитывая вышеуказанные требования, можно потом с лёгкостью решить вопрос как настроить сварочный полуавтомат для работы с различными видами и вариантами металлических изделий. Далее вы можете по своим ощущениям и по условиям проведения технологической операции производить корректировку агрегата, и добавлять свои функционалы управления.
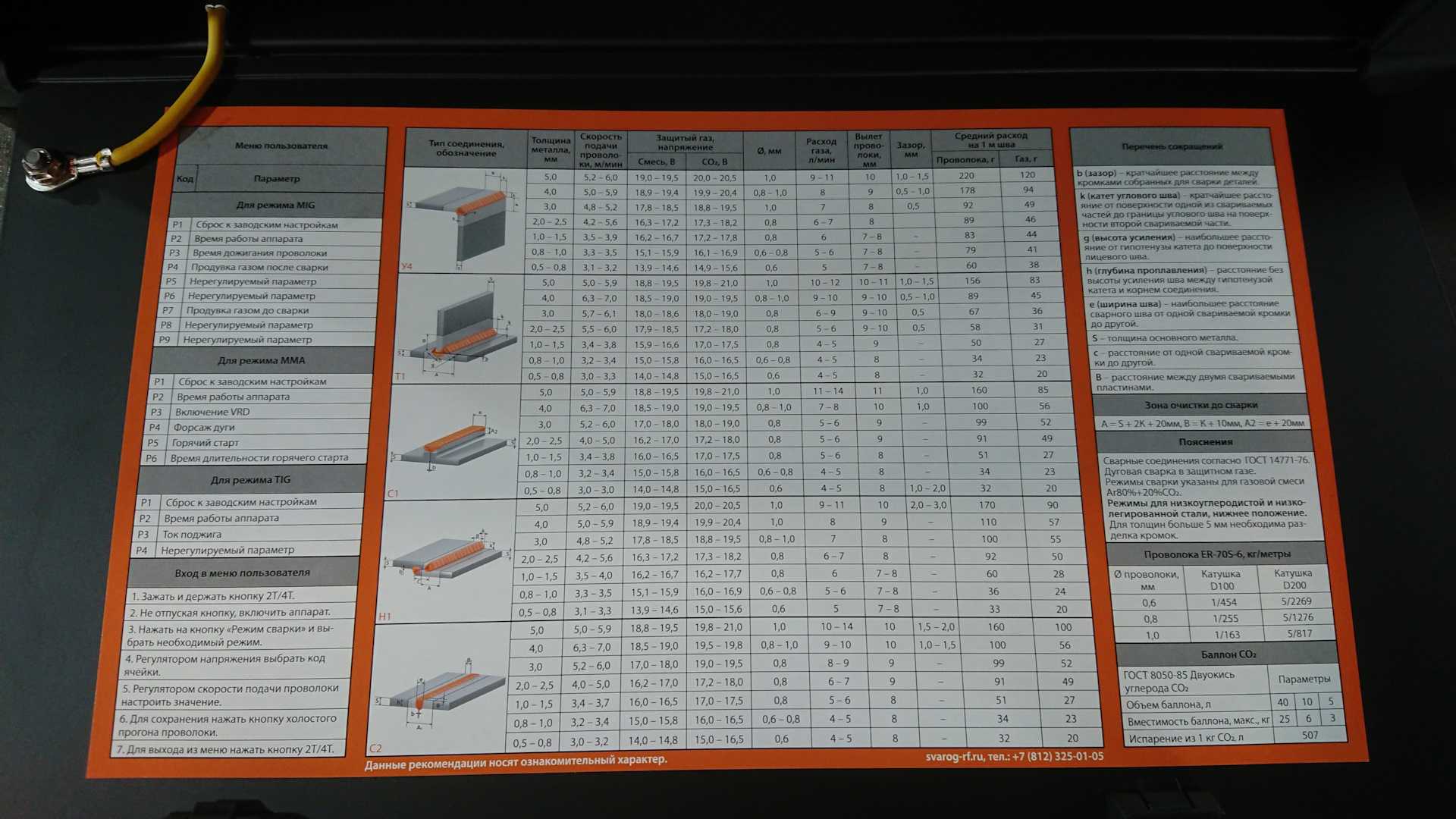
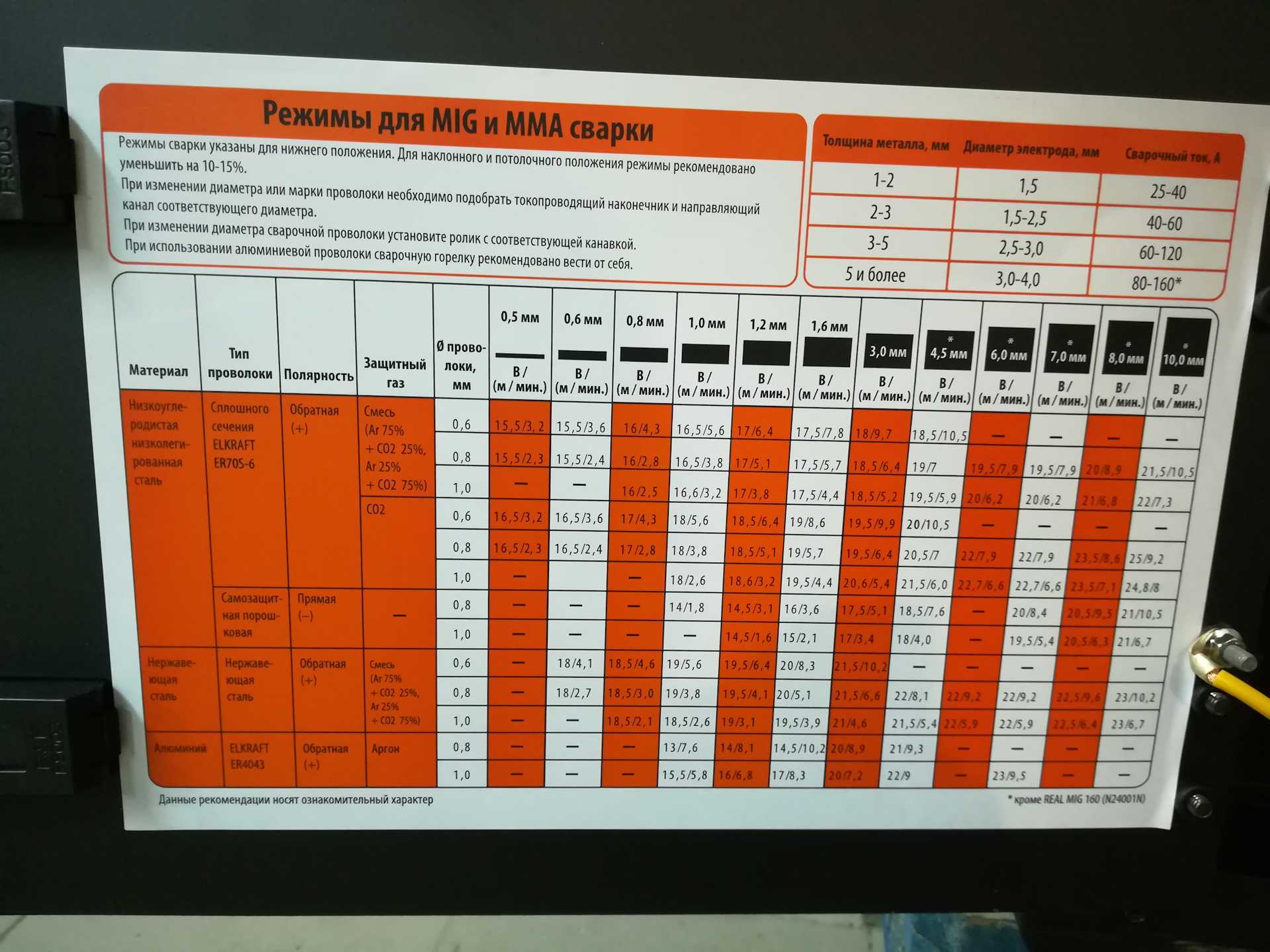
Общая детальная таблица настроек автомата
На качество сварочной операции влияет множество факторов.
Существуют различные столы для настройки машины. Примеры приведены ниже.
| Толщина металла (мм) | Диаметр электрода (мм) | Ток (A) | Напряжение (В) | Скорость проволоки (м/ч) | Расход газа (л/мин) |
| 1.0 | 0.8 | 70 | 17 | 110-120 | 6-7 |
| 1.5 | 0.8 | 95-110 | 18-19 | 110-120 | 6-7 |
| 2.0 | 0.8 | 110-150 | 19.0-21.0 | 130-150 | 6-7 |
| 2.5 | 0.8 | 130-150 | 21.5 | 130-150 | 7-8 |
| 1.0 | 1.0 | 100-110 | 18.0-19.0 | 110-120 | 6-7 |
| 2.0 | 1.0 | 125-180 | 19.0-22.0 | 130-150 | 6-8 |
| 3.0 | 1.0 | 150-180 | 20.0-22.0 | 150-160 | 6-8 |
| 4.0 4.0 | 1.0 | 180-270 | 18.0-22.0 | 200-300 | 7-9 |
| 2.0 | 1,2 | 140-180 | 20.0-22.5 | 150-160 | 7-9 |
| 3.0 | 1,2 | 170-250 | 21.5-24.0 | 200-220 | 7-9 |
| 4.0 4.0 | 1,2 | 200-300 | 22.0-28.0 | 300 | 7-9 |
Даже после тщательного изучения рекомендаций мастера и производителя не всегда удается правильно настроить устройство. Всегда необходимо вносить коррективы.