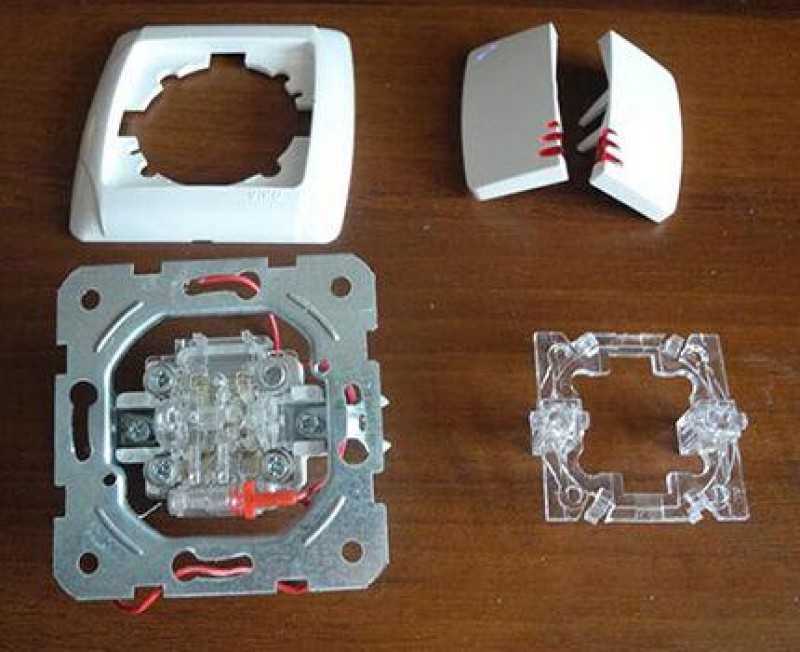
2. Регулировка и чистка контактов реле
Чистить реле необходимо начинать с тщательной очистки реле от пыли. Особо следует проверить отсутствие металлических опилок и стружек на магнито проводе, якоре и в зазоре между якорем и сердечником. Пыль удаляют мягкой кистью, опилки — металлической пластинкой соответствующего размера. Когда контакты сняты с реле они чистятся с помощью шлифовальной шкурой и надфилем. Контакты, потерявшие свою правильную форму, заменяют новыми. Слегка подгоревшие контакты очищают надфилем и полируют.После чего контакты ставят на место и начинают их регулировать. Проверяют начальное расстояние между замыкающими контактами, прогиб размыкающих контактов и замыкающих при их замыкании, проверяют одновременность замыкания и размыкания контактов. Проверяют легкость хода механизма реле, отсутствие застреваний в любом положении, четкость возврата в исходное положение из любого промежуточного положения. После чего спецальным инструментов производится регулировка самих контактов так что бы когда реле было без тока его контакты общий и тыловой со прикасались, а когда реле под током должны соприкасаться контакты общий и фронтовой.
12. Запустить и отрегулировать схему управления стрелкой
Схемы управления стрелками строятся по принципам прямого управления и непрерыв-ного контроля их положения. Это значит, что нажатием стрелочной кнопки производится непосредственное воздействие на пусковое реле и стрелки переводятся. Положение стрелки контролируется по нормально замкнутой цепи непрерывного действия. Исходное состояние цепей принципиальных схем управления стрелками всегда соответствую нормальному положению стрелок.Основными режимами работы схемы управления стрелкой являются: Нормальный перевод стрелки из одного положения в другое с автоматическим выключением электродвигателя по окончании полного перевода стрелки;Контроль плюсового и минусового положений стрелки при крайних положениях остряков стрелки и плотном прижатии одного остряка к рамному рельсу и при совпадении положения стрелки с положением стрелочной рукоятки на аппарате;Контроль фактического перевода стрелки с момента перевода стрелочной рукоятки (нажатия кнопки) и до окончания полного перевода остряков стрелки; Контроль взреза стрелки, когда происходит отход остряка от рамного рельса и нарушается совпадение положения стрелочной рукоятки с положением стрелки.
7. Соединение кабеля с помощью кабельной арматуры
Соединение в чугунных муфтах рекомендуется применять при прокладке кабелей напряжением до 1 кВ в земле, в воде (в последнем случае муфты специальной конструкции или муфты, смонтированные на раме, воспринимающей на себя через проволочную броню кабеля растягивающие усилия, действующие на кабель вдоль его оси) и в аналогичных условиях, когда требуется устойчивость муфт в отношении внешних химических и механических воздействий.При монтаже соединений кабелей в кабельных колодцах, в туннелях м каналах, т. е. в непосредственной близости к рядом смонтированным кабелям и муфтам, а также и открыто в непосредственной близости к аппаратуре распределительных устройств предпочтение отдается свинцовым и им подобным муфтам, которые при коротких замыканиях в них не обусловливают эффекта, равносильного взрыву.Чугунные соединительные муфты утвержденной конструкции для трехжильных и четырехжильных кабелей (рис.1)марок СБ, АБ, ААБ и др. на напряжения до 1 кВ, прокладываемых при отсутствии значительных растягивающих усилий, делятся по своим размерам на четыре типа, которые соответственно диаметрам горловины муфты в миллиметрах имеют марки М-40, М-50, М-60 и М-70.Закрепление жил требует проведения ряда вспомогательных операций; Так, например, при пайке — протирка жил бензином после снятия изоляции, наложение шнурового асбеста на ширину до 5 мм у среза жильной изоляции вокруг каждой жилы и обмазка жил кабеля, освобожденных от изоляции. паяльной мазью.Горизонтальное и симметричное расположение нижней половины муфты в яме обеспечивается путем подкладки под нее кирпича и подсыпки песка. Заполнение уплотняющих канавок выполняют из маслостойкой резины или из проваренного в кабельной битумной массе джута, из пряжи внутреннего слоя кабеля или из хлопчатобумажного или пенькового канатика. Применение для целей уплотнения наружного джутового слоя кабеля ее рекомендуется как более грубого, неодинакового по толщине и поэтому менее приемлемого для сальниковой набивки. Для крепления в муфтах жил в разведенном состоянии на них надевают фарфоровые распорные пластины, изготовляемые по ГОСТ 6109-52 Распорки могут быть заменены подмотками из кабельной бумаги. Жилы кабеля соединяют при помощи Т-образных гильз.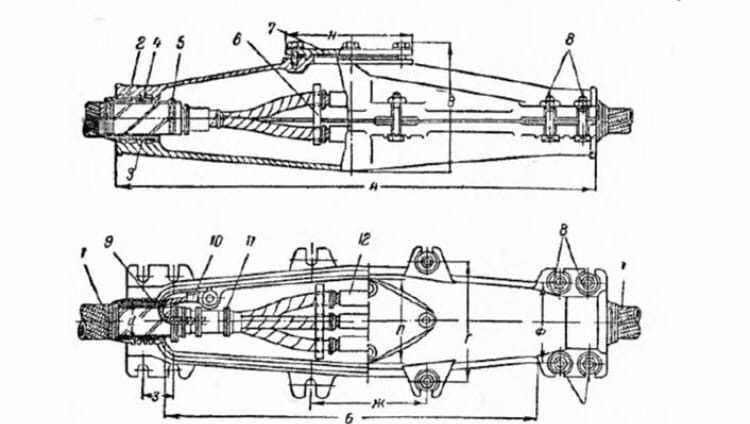 Рисунок 4. Жилы кабеля.
Рисунок 4. Жилы кабеля.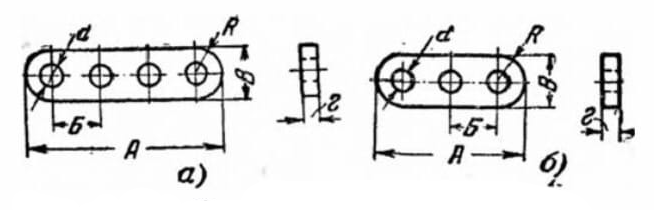 Рисунок 5. Фарфоровые распорные пластины для ответвлительных муфт. А- для четырехжильных кабелей. Б- для трехжильных кабелей.
Рисунок 5. Фарфоровые распорные пластины для ответвлительных муфт. А- для четырехжильных кабелей. Б- для трехжильных кабелей.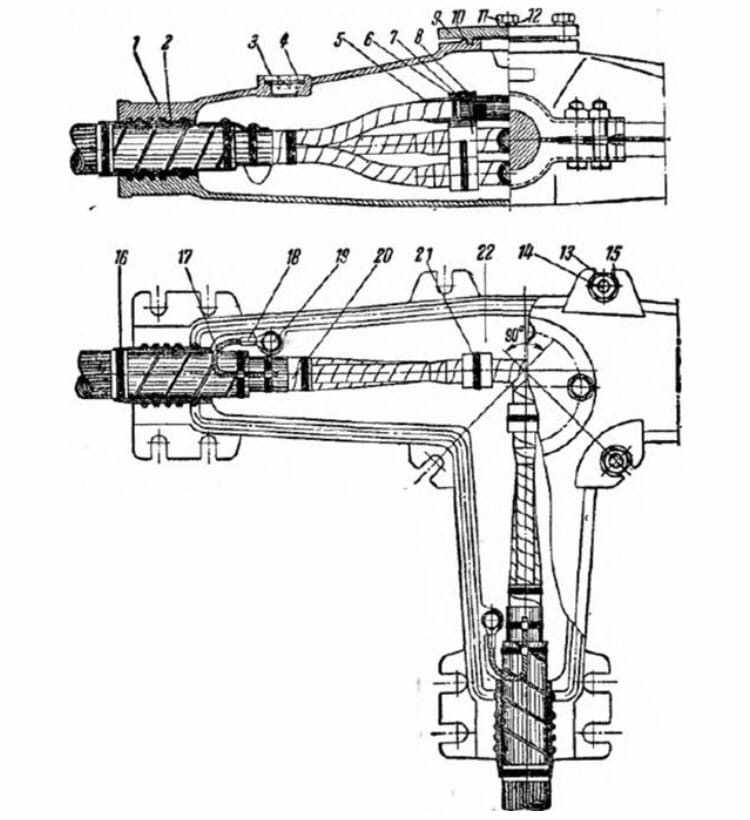 Рисунок 6. Кабельныя арматура.
Рисунок 6. Кабельныя арматура.
11. Пайка монтажа на стативе
Монтаж шкафов осуществляется проводом МПВГ-500 с двойной изоляцией и S=0.75 мм². Для питающих цепей прокладывается кабель ВРГ S от 1.5 до 6 мм². Разрешается использование кабеля ВПГ, НРГ или МПВГ. При монтаже между контактными зажимами 1-го отрезка провода спайки или скрутки недопустимы.Также недопустим изгиб проводов при их укладке в жгуты. Провода укладываются параллельно друг другу, жгуты располагаются строго горизонтально или вертикально, угол ответвлений составляет 90°.Вязка жгутов выполняется пропарафиненными нитями. Крепёж жгутов осуществляется металлическими скобами, под которыми предварительно размещаются прокладки из лакоткани или прессшпана. Также в качестве прокладки возможно использование пластмассовых трубок. Минимально допустимый выспуп прокладки за края скобы — 5 мм.Монтажные провода, проходящие по металлическим панелям, изолируются специальными трубками.Для соединения концов монтажных проводов с лепестками розеток применяется пайка. Зажимы нештепсельных реле и вводной панели крепятся гайками с шайбами. На концы проводов, зажатых гайками, припаиваются наконечники.Припой должен ложиться ровно, без наплывов и острых выступов. Все места паек проверяются на надёжность, окрашиваются цветным лаком и защищаются изоляционными трубками





Особое внимание уделяется лепесткам релейных розеток. На провода с наконечниками крепятся бирки с адресами.В нижней части шкафа предусматриваются отверстия для труб, через которые прокладываются кабели
Через 1 трубу допускается ввод нескольких кабелей.
6. Установка кабельной арматуры
Во время монтажа кабелей проводят следующие работы: размещение кабелей в котловане, укладка запасов кабелей и разделка их концов, установка кабельных муфт в грунт или на отдельные основания крепления муфт и заделок к конструкциям, прозвонка, расшивка и подключение жил кабеля к контактным зажимам или лепесткам панелей с выводами кабельных муфт и аппаратуры СЦБ, фиксация местоположения, окраска и маркировка муфт и заделок. Кабель монтируют электромонтажники, имеющие удостоверение на право производства работ.До начала монтажа напольных кабелей роют котлованы для укладки их запасов и установки разветвительных, универсальных и соединительных муфт, путевых трансформаторных ящиков и других устройств.Внутренние и наружные поверхности кабельных муфт и отсеков для ввода кабелей в путевые трансформаторные ящики и кабельные ящики перед монтажом кабелей тщательно очищают от пыли и грязи. Перед разделкой напольных кабелей их концы в котловане разбирают по направлению и очищают от земли. Запас кабеля на случай переразделки укладывают полукольцом у места ввода в релейный шкаф, разветвительную муфту и другие устройства. До начала разделки кабеля измеряют сопротивление изоляции жил, проверяют их целость, отсутствие сообщения между собой и металлической оболочкой, экраном или броней. Разделка кабелей заключается в ступенчатом удалении наружного покрова, бронепокрова, подушки, оболочки, экрана, поясной изоляции и изоляции жил.
8. Составление монтажных схем по принципиальным
Монтажные схемы создаются на основе принципиальных и содержат всю необходимую информацию по производству монтажа электроустановки, включая выполнение электрических соединений. Без их использования создать качественно, надежно и понятно для всех специалистов электрические подключения современного оборудования невозможно. После того, как принципиальная электрическая схема создана под нее разрабатывается монтажная. На ней изображаются те элементы, которые задействованы в работе. Причем могут показываться как все существующие контакты коммутационных аппаратов, кнопок контакторов и реле, так и только используемые в рассматриваемом случае для упрощения восприятия. Все монтажные единицы нумеруются с присвоением индивидуального номера каждой позиции. Контакты кнопок, реле, пускателей и всех электрических элементов схемы нумеруются на корпусе каждого прибора или указываются определенным положением в технической документации.Изображения проводов выполняются линиями прямого направления и маркируются тем же способом, как и на принципиальной схеме.
9. Разборка стрелочного электропривода
Подетальную разборку редуктора с внешним фрикционом начинают со снятия верхней крышки и сливания масла, затем отвинчивают стопорный винт и свинчивают регулировочную гайку. Фрикцион снимают постукиванием рукояткой молотка о корпус редуктора, после чего вытягивают выходной вал- шестерню. Далее снимают крышки подшипников и крышку подшипника промежуточного вала, колесо, входной и промежуточный вал- шестерни. Для этого входной вал- шестерню зажимают за квадратный конец в слесарных тисках и вытягивают постукиванием молотка о корпус редуктора. Для вытягивания промежуточного вал- шестерни в имеющееся в его торце отверстия с резьбой М8 ввинчивают болт, головку которого зажимают в слесарных тисках. Последним из редуктора извлекают распорное кольцо, шайбу и колесо. Подшипник скольжения выпрессовывают только в случае замены. При разборке рекомендуется помечать местоположение каждой шпонки относительно корпуса фрикциона и колеса.Детали фрикциона извлекают после снятия крышки с корпуса, обязательно промывают в керосине и смазывают перед установкой на место после осмотра. Все сальники перед сборкой заменяют новыми, изготовленными из полугрубошерстного войлока и пропитанным в машинном масле.Редуктор с фрикционом собирают в такой последовательности: устанавливают вал- шестерню, затем промежуточный вал- шестерню с колесом и крышкой, и промежуточного вал- шестерню, колесо вставляют в подшипник скольжения;Корпус фрикциона вставляют на шпонках в отверстия колеса; на вал шестерню надевают кольцо, после чего его начинают продвигать через крышку и подшипники в глубь редуктора, вставляя при этом распорное кольцо и шайбу( в центрирующую выточку на колесо); затем на шпонки насаживают втулку, а в корпус фрикциона шпонки и набирают пакет фрикционных дисков, предварительно смоченных в машинном масле и смазанных смазкой ЦИАТИМ-201; надевают тарельчатые пружины, предохранительное кольцо и навинчивают регулировочную гайку. Фрикцион закрывают через прокладку крышкой, затем масло заливают внутрь корпуса по метке маслоуказателя, после чего редуктор закрывают крышкой.